
Die Inline-Analyse von Medien auf Basis ihrer Trübung ermöglicht automatisierte, hochpräzise Prozesse in vielen Applikationen. Dazu gehören Produktdifferenzierung, CIP-Phasenwechsel, Prozesskontrolle, Qualitätsüberwachung ...


Modularer, frontbündiger Streulicht Trübungssensor für geringe bis sehr hohe Trübung | Mit IO-Link

Durchlicht Trübungsmessung in Rohren ab DN25, für geringe Trübung

Durchlicht Trübungsmessung für Prozess- und Trinkwasser in Rohren ab DN25, für geringe Trübung
In vielen Applikationen der Lebensmittel- und Getränke-Industrie ist die Messung des Trübungsgrads die am besten geeignete Analysetechnik, um Flüssigkeiten im Prozess inline zu unterscheiden. Mit den hygienischen Trübungsmessern der ITM Serie lassen sich Prozesse hochpräzise überwachen und sekundengenau steuern. Mit zwei verschiedenen Messtechniken bieten Anderson-Negele Trübungssensoren für jeden Trübungsgrad das geeignete Trübungs-Messprinzip: Vom kleinsten Messbereich von 0…5 NTU (0…1 EBC) für schwach getrübte Medien bis hin zum Messbereich von 200…300.000 NTU für Produkte mit mittlerer und hoher Trübung.
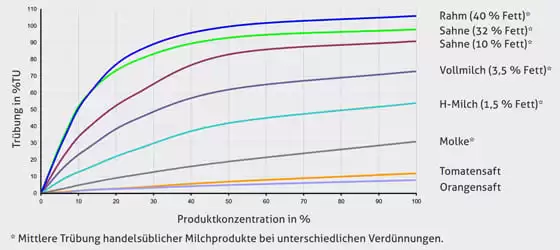
Da sich Fettpartikel bei der Trübungsmessung gleich verhalten wie Festpartikel oder andere Trübstoffe, lassen sich auch Milchprodukte sehr genau analysieren.
Lohnt sich die Installation eines Trübungsmessers finanziell? Das können Sie hier mit wenigen Klicks berechnen.
Durch Inline-Analyse der Trübung können Sie gegenüber Zeitsteuerung, visueller Überwachung oder kürzerer Reaktionszeit bei jedem Phasenwechsel Zeit und damit Ressourcen sparen. In einem Praxisfall spart unser Kunde pro Phasenwechsel 65 Sekunden gegenüber Zeitsteuerung (Zum Applikationsbericht).
Unser ROI-Rechner hilft Ihnen mit einer Überschlagsrechnung, wie schnell sich der Einbau eines Trübungssensors allein durch Einsparungen bei den Produktkosten amortisiert.
Jetzt IHRE mögliche Amortisation mit wenigen Klicks berechnen!
Die Inline-Analyse von Medien anhand ihrer Trübungswerte ermöglicht in vielen Produktionsprozessen und Applikationsbereichen eine automatisierte, hochpräzise Anwendung. Dies sind in erster Linie die Produktdifferenzierung, die Phasentrennung, die Prozesskontrolle und die Qualitätsüberwachung.
Produktdifferenzierung: durch die Unterscheidung von Flüssigkeiten kann die korrekte Verarbeitung, Lagerung oder Abfüllung von Produkten sichergestellt werden, beispielsweise:
Phasentrennung: Im Zusammenspiel mit der Leitfähigkeitsmessung ist eine sekundengenaue Inline-CIP-Steuerung möglich:
Prozesskontrolle: Steigt der Trübungsgrad über oder unter einen bestimmten vorgegebenen Wert, kann durch ein Signal an die Prozesssteuerung SPS eine Prozesskorrektur ausgelöst werden. Typische Anwendungen sind:
Qualitätsüberwachung: Weiterhin kann die Konzentration oder der Trübungsgrad von bestimmten Produkten überwacht werden:

In einer Vielzahl von Produktionsprozessen und in CIP-Anlagen in Molkereien, Brauereien, der Getränkeindustrie, in der Weinherstellung, der Saftproduktion und in anderen Lebensmittelbetrieben können Trübungssensoren die Flüssigkeiten nach qualitativen Kriterien in Echtzeit und vollautomatisch messen. Damit lassen sich unter anderem:
Der Trübungsgrad ist in der Praxis oft nicht leicht erkennbar, kann aber über die Qualität des Endprodukts und die Effizienz des Prozesses entscheiden. Immer noch häufig eingesetzte Möglichkeiten zur Kontrolle sind manuelle Probenentnahmen oder die Trübungsüberwachung über ein Schauglas. Beides bedeutet jedoch erfahrungsgemäß hohe Personalkosten und Unsicherheiten bei der Qualität zwischen den Proben. Eine weitere übliche Option bei bestimmten Applikationen wie der CIP-Reinigung ist der zeitgesteuerte Phasenwechsel. Um sicher zu sein, dass kein falsches Produkt oder Reinigungsmittel in die Produkttanks gelangen, muss jedoch ein Sicherheitspuffer von mehreren Sekunden berücksichtigt werden. Dadurch entstehen bei jedem Phasenwechsel Kosten, da viele Liter wertvollen Produkts oder Reinigers ins Abwasser gelangen. Die Anderson-Negele Trübungsmesser der ITM-Serien können diesen Prozessschritt in einer sehr hohen Messgenauigkeit automatisieren. Damit vermeiden sie einerseits Ressourcenverlust durch falsch oder zu spät abgeleitete Medien und andererseits Personalkosten durch visuelle oder manuelle Kontrolle, und sparen dadurch bares Geld. In vielen Praxisfällen hat sich der Einsatz eines Anderson-Negele Trübungssensors innerhalb kürzester Zeit amortisiert.

Grundsätzlich werden die Anderson-Negele Trübungsmesser nach ihrem Messprinzip unterschieden in Relative Trübungssensoren mit Rückstreulicht-Verfahren und in Vier-Strahl-Trübungssensoren mit Erfassung der Durchlicht- und Streulicht-Messwerte. Beides sind Inline-Messverfahren, analysieren also die Flüssigkeiten im laufenden Prozess. Durch die extrem schnelle Ansprechzeiten von unter 1 Sekunde können die Prozesse in Echtzeit überwacht und gesteuert werden.
Hauptvorteile dieses Messprinzips nach dem Rückstreulicht-Verfahren sind der frontbündige Einbau des Sensors in den Prozess und der günstige Preis. Über eine große Auswahl an Prozessadaptionen ist der ITM-51 auch nachträglich in bestehende Rohre ab DN25 einfach und unter Einhaltung international anerkannter Hygiene-Richtlinien wie 3-A und EHEDG integrierbar.
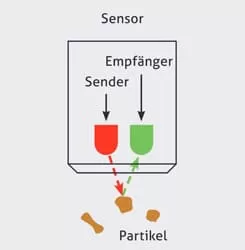
Von einer Diode an der Sensorspitze aus wird mit einer LED-Lichtquelle Infrarotlicht über eine Optik aus hochwiderstandsfähigem Saphir in das Medium eingestrahlt. Die im Medium vorhandenen Partikel reflektieren das eingestrahlte Licht, welches von der Empfangsdiode in der Sensorspitze detektiert wird (sog. Rückstreulicht-Verfahren). Die Elektronik berechnet aus dem empfangenen Signal die relative Trübung des Mediums. Dieses Messverfahren ist ideal für die Messung von Medien mit mittlerer bis hoher Trübung (200…300.000 NTU).
Beim ITM-4 erfolgt die Trübungsmessung mit dem 4-Strahl-Wechsellicht-Verfahren bzw. dem Durchlicht / Streulicht-Verfahren, ebenso mit einer LED-Lichtquelle. Hauptvorteil dieses Messprinzips ist die sehr hohe Mess-Sensibilität. Mit seinen Messbereichen ab 0…5 NTU (0…1 EBC) werden bereits geringste Veränderungen in der Trübung registriert und ausgegeben.
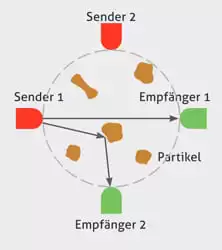
Im ringförmigen Messaufnehmer sind zwei Infrarotsender und zwei Infrarotempfänger um jeweils 90° versetzt angeordnet. Für die Ermittlung des Trübungswertes werden die Sender wechselweise angesteuert. Ist Sender 1 aktiv, registriert Empfänger 1 das Durchlicht und Empfänger 2 das 90°-Streulicht. Ist Sender 2 aktiv ist es umgekehrt. Aus den vier Messwerten eines Messzyklus wird ein exakter Trübungswert ermittelt. Da für jeden 90°-Streulicht-Messwert auch ein Durchlicht-Referenz-Messwert zur Verfügung steht, werden Störfaktoren, wie Verschmutzung der Optik oder Bauteilalterung, automatisch kompensiert. Störende Einflüsse durch sporadisch auftretende Feststoffe und Luftblasen werden durch Auswertung mehrerer Messzyklen und eines einstellbaren Filters ausgeblendet. Der ITM-4 ist ringförmig in einer Armatur integriert, die mittels Hygieneverschraubung oder Clamp-Anschluss in Rohre von DN25 bis DN100 bzw. DN1“ bis DN4“ eingebaut werden kann. Dieses Messverfahren kommt auch beim ITM-4DW. zum Einsatz. Bei dieser Variante ist der Werkstoff für den Messaufnehmer speziell auf die Anwendung für Trinkwasser angepasst und zugelassen, damit aber preisgünstiger als die für alle Lebensmittel zugelassene Option ITM-4.
Die Trübungssensoren der ITM-Serie bestehen aus hochwertigsten Werkstoffen:
Durch die extrem robuste und langlebige Bauweise und beispielsweise die Verwendung einer LED-Lichtquelle widerstehen die Sensoren auch höchsten mechanischen Beanspruchungen wie Vibrationen und Druckstöße, wie sie in vielen Applikationen in der Praxis immer wieder vorkommen, und stellen dauerhaft die höchste Präzision sicher.
Eine Vielzahl unterschiedlicher Prozessadaptionen sorgen für eine große Flexibilität, was die Einbaumöglichkeit in neue Anlagen und auch das Retrofitting in bestehende Prozesse angeht. Der kompakte ITM-51 ist flächenbündig und kann über hygienische Schraub- oder Clamp-Adaptionen einfach in den Prozess integriert werden. Für bestehende Prozessanschlüsse stehen auch Adapter zur Verfügung. Es steht auch eine Remote-Version zur Verfügung, die eine optimale Anpassung an die örtlichen und technischen Gegebenheiten sicherstellt. Die beiden ITM-4 und ITM-4DW sind mit einem ringförmigen Messaufnehmer ausgestattet, der in einer Armatur integriert ist. Diese kann einfach durch hygienische Schraub- oder Clamp-Verbindungen in Rohre unterschiedlichster Nennweiten integriert werden.










Copyright © 2022 Anderson-Negele