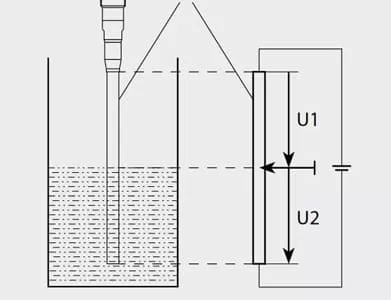
Potentiometric level measurement relies on changes in the voltage ratio between the sensor’s electrode rod, which is immersed in the liquid, and the metallic wall of the filled tank. This voltage ratio changes proportionally with the height of the liquid in the tank, allowing for precise level detection. The measured values are then processed and output by the sensor’s electronics.
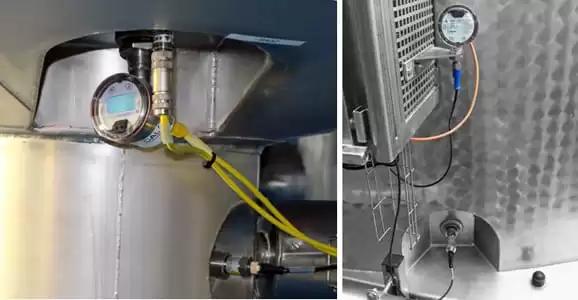
This measurement technique is specifically suited for liquids with electrical conductivity, typically at levels greater than 50μS/cm, as required by Anderson-Negele sensors. Potentiometric level measurement is versatile, making it ideal for use in both closed and open process tanks, feed tanks, storage tanks, and even pressurized tanks. For non-metallic tanks, a sensor variant with a reference rod is available to ensure accurate readings.
How Does a Potentiometric Level Sensor Work?
A potentiometric level sensor consists of an electronic unit and a measuring rod that extends into the liquid within the tank. The sensor can be installed in various positions, including from above, below, diagonally, or even in the side wall of a tank using a version with a bent measuring rod. The length of the measuring rod can be customized to fit the tank in 10 mm increments, up to a maximum of 3 meters, with intermediate sizes available upon request.
Once installed, the sensor generates an electric flow field within the liquid, influenced by the medium’s electrical conductivity and capacitive properties. This creates a voltage ratio that is directly proportional to the immersed portion of the rod. Since the sensor focuses solely on the voltage ratio, the medium’s properties, such as electrical conductivity, do not affect the measurement accuracy.
Anderson-Negele’s NSL sensors take accuracy a step further by utilizing a second measurement method. This method evaluates the electrical resonance properties to determine the exact immersion state of the electrode rod. It also effectively detects and compensates for foam, preventing erroneous readings caused by foam or adhesion. This ensures reliable and precise level measurement, even in challenging conditions.
Products and Applications Suitable for Potentiometric Level Measurement
Potentiometric level measurement is ideal for a wide range of media and applications, thanks to its insensitivity to foam and buildup, exceptional measuring accuracy, and extremely short response times. This technology is particularly well-suited for dairies, breweries, milk and beverage processing, as well as the food and life science industries. The primary requirements are the electrical conductivity of the medium and a container height of up to 3 meters.
The flexible and modular NSL sensor system ensures reliable and precise measurements, even in challenging conditions and demanding applications, including:
- Various Fluids: Suitable for products, CIP media, water, and more.
- Specific Applications: Ideal for use in milk heaters, bottling plants, ice cream production, separators, brewing and lauter tanks, and horizontal tanks.
- Foaming Media: Handles strongly or variably foaming media such as beer, juices, and dairy products.
- Pasty Media: Effective with pasty or adhesive media like creams, ice cream, ketchup, and sauces.
- Pressurized Tanks: Compatible with pressurized environments.
- Rapid Level Changes: Performs well in scenarios with fast level changes, such as during filling.
- Non-Metallic Tanks: Works efficiently in non-metallic tanks.
- Changing Media: Automatically adapts to different media within the same tank.
- Complex Tank Shapes: Suitable for tanks with limited installation possibilities.
- Harsh Environments: Withstands high mechanical or chemical stress, including exposure to cleaning agents.
Signals and Parameters for Potentiometric Measurement
The NSL sensor system’s high-precision measurement process, combined with intelligent electronics, offers various signals and adjustable parameters:
Output Signals:
- Level Height: 4…20 mA or digital IO-Link signal with <1% measuring accuracy.
- Dry Running Warning: Prevents potential damage due to low levels.
- Failure Warning: Alerts in case of system malfunctions.
- Underflow/Overflow Limitations: Signals and errors related to underflow or overflow conditions.
- Signal Simulation: 3.95…20.05 mA for testing and calibration purposes.
Adjustable Parameters:
- Fill Level Zero Point/Offset: Fine-tuning the sensor’s starting point.
- Level Slope/Gain: Adjusting the sensitivity of the measurement.
- Attenuation/Filter: Smoothing out signal noise for more stable readings.
- Physical Unit: Setting the desired unit of measurement.
'%3E%3Cpath d='M0 0H360V240H0V0Z' fill='%23A1A8C2' fill-opacity='0.18'/%3E%3Cpath d='M260 59C260 78.33 244.33 94 225 94C205.67 94 190 78.33 190 59C190 39.67 205.67 24 225 24C244.33 24 260 39.67 260 59Z' fill='%23A1A8C2' fill-opacity='0.25'/%3E%3Cpath fill-rule='evenodd' clip-rule='evenodd' d='M319 250H417L291.485 124.485C286.799 119.799 279.201 119.799 274.515 124.485L234 165L319 250Z' fill='%23A1A8C2' fill-opacity='0.25'/%3E%3Cpath d='M311 250L-89 250L102.515 58.4853C107.201 53.799 114.799 53.799 119.485 58.4853L311 250Z' fill='%23A1A8C2' fill-opacity='0.25'/%3E%3C/g%3E%3Cdefs%3E%3CclipPath id='clip0'%3E%3Cpath d='M0 0H360V240H0V0Z' fill='white'/%3E%3C/clipPath%3E%3C/defs%3E%3C/svg%3E%0A)