Make your quality measurable with efficient process control. Analytical sensors help differentiating products through qualitative characteristics such as turbidity, conductivity or concentration …


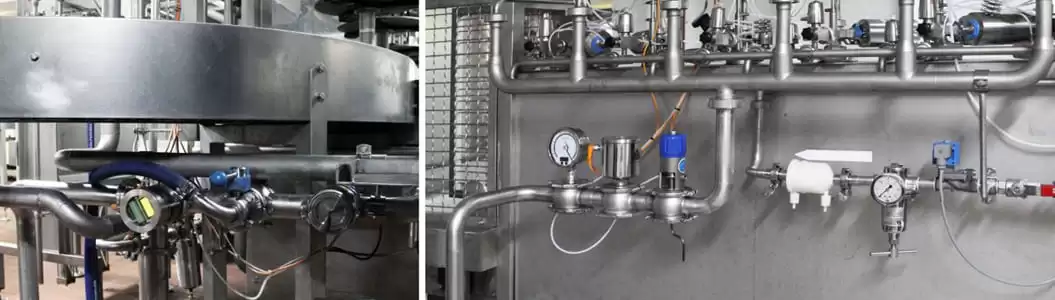
Modular flush turbidity sensor for low to high turbidities 200…300,000 NTU, with IO-Link.
Ideal for e.g. phase separation, yeast harvesting, CIP return control.

For very low turbidities 0…5,000 NTU, for pipes from DN25.
Ideal for e.g. efficiency improvement in separator automation, lauter tun and filter monitoring.

Integral (all in one) Inductive sensor-transmitter used for in-line measurement of process liquid conductivity. Now available with IO-Link capability.

For very low turbidities 0…5,000 NTU, for pipes from DN25.
Certified for water management e.g. fresh and waste water control
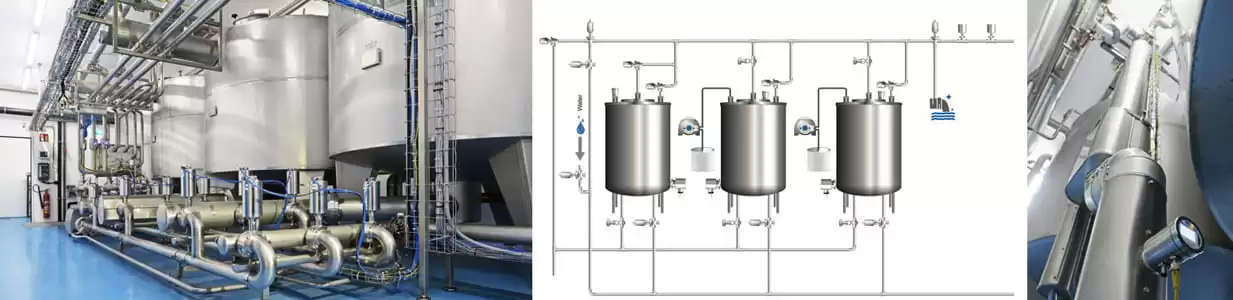
Many production and CIP processes are based on differentiating media through qualitative characteristics such as turbidity, conductivity, or concentration. Deviations in these criteria are critical for the quality of the product, and for the efficiency of the process. However, these deviations are not easily detectable.
Manual sampling is one method used for control, but this means high personnel costs and uncertainties in the quality between samples.
Time control is another option; however, a safety buffer must be considered. As a result, each phase transition leads to product loss and high costs for wastewater treatment, as many liters of valuable product or cleaning agent end up in the sewer during this buffer time.

We invite you to “EXPERIENCE THE DIFFERENCE” with Anderson-Negele. Our analytical sensors provide a solution to exactly this issue. As your “eye in the pipe” they continuously measure the media in the running process according to qualitative criteria, thereby making the invisible visible and quality measurable.
Field cases show that Anderson-Negele analytical sensors often have a payback period of only a few weeks due to the reduction of costs, product losses and wastewater, and thanks to an improved compliance with quality criteria. Here are just a few examples:



Copyright © 2022 Anderson-Negele