
-
 Home
Home
-
- Applications
-
- Food & Beverage, Dairy
-
- CIP Pre-Rinse Control with the ITM-51
Application Detail
The ITM-51 turbidity sensor is a key component in CIP Pre-Rinse Control, ensuring optimal water and chemical use by precisely detecting when residual product has been flushed from the equipment. Located in the CIP return line, the ITM-51 provides real-time turbidity measurements, allowing automated systems to advance the cleaning process once soil removal is complete. This not only saves water and chemicals but also enhances efficiency and integrates smoothly with plant control systems for seamless operation.
The Application
 A turbidity meter is located on the return line of a CIP cleaning loop prior to the return drain valve. At the start of a CIP (Clean-in-Place) cycle, a water pre-rinse is initiated to clear any remaining product from the process equipment loop. The turbidity sensor, positioned in the return line, measures the clarity of the rinse water to detect when the majority of soil or residue has been removed. This real-time turbidity feedback helps ensure that the rinse is completed effectively before advancing to the next stage in the cleaning cycle, optimizing both water usage and cleaning efficiency.
A turbidity meter is located on the return line of a CIP cleaning loop prior to the return drain valve. At the start of a CIP (Clean-in-Place) cycle, a water pre-rinse is initiated to clear any remaining product from the process equipment loop. The turbidity sensor, positioned in the return line, measures the clarity of the rinse water to detect when the majority of soil or residue has been removed. This real-time turbidity feedback helps ensure that the rinse is completed effectively before advancing to the next stage in the cleaning cycle, optimizing both water usage and cleaning efficiency.
The Requirements
At the start of a CIP (Clean-in-Place) cycle, a water pre-rinse is initiated to clear any remaining product from the process equipment loop. The turbidity sensor, positioned in the return line, measures the clarity of the rinse water to detect when the majority of soil or residue has been removed. This real-time turbidity feedback helps ensure that the rinse is completed effectively before advancing to the next stage in the cleaning cycle, optimizing both water usage and cleaning efficiency.
The Anderson-Negele Solution
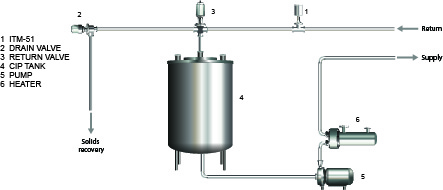
The ITM-51 is located in the CIP return line before the drain valve. During the pre-rinse step of the CIP cycle the water returning from the cleaning loop is monitored by the ITM-51. The ITM-51 produces an analog output proportional to the relative turbidity of the returning rinse water. An automatic control (PLC) acts upon the input based on a setpoint that represents the optimal turbidity for the pre-rinse to be complete. Once the signal from the ITM matches the setpoint the control closes the drain valve and advances to the wash step of the cleaning cycle.
The Anderson-Negele Advantage
- Saves on chemical usage by ensuring soil removal is complete
- Relying on turbidity measurement over timers to control the duration optimizes water usage
- Reduces time by using just enough water to effectively flush the system regardless of loop length
- Standard programmable switched and analog outputs simplify integration into plant control systems
- Extended length “L” model overcomes the difficulties of measuring transition with high viscosity product applications
- Selectable ranges increase resolution to achieve optimal trigger points for flow diversion
Application Drawing
Copyright © 2022 Anderson-Negele