

-
 Home
Home
-
- Applications
-
- Brewery
-
- More process accuracy in the brewhouse


More process accuracy in the brewhouse
Brewery
Progressive automation in the food industry has long been a part of small and medium-sized breweries. Filling, cleaning and packaging processes are already largely automated processes; nowadays also sensitive processes are increasingly automated in breweries.
Customer
Advantages in the Application

- Automation of lautering ensures consistent quality
- No manual intervention by the master brewer required, thereby saving time
- Long-term stable, high-quality sensor, three-year warranty
- Hygienic and efficient installation due to CLEANadapt process adaptation
Application Detail
Hereby, lautering, as any master brewer will confirm, is a particular challenge as the quality of the beer is significantly affected in this process. Several factors, such as lautering speed, time of raking and wort turbidity must be optimally coordinated. A good parameter for the control of the lautering is the differential pressure between the false bottom and the wort level. This is caused by the hop pulp becoming denser during lautering.
The Application
Following mashing in, the mash is pumped into the lauter tun. Here, the wort is separated from the malt solids, the socalled hop pulp. Through the separation of the hop pulp, and after sufficient lautering time, a filter cake develops and the wort can be removed through the perforated false bottom. Due to the separation of the wort, the effective cross-section of the capillaries changes and thus also the permeability of the filter layer. In addition, depending on pump capacity, the hop pulp is sucked on to the outlet slits. To ensure an even flow, the hop pulp cake must be cut open in due time with the adjustable raking machine. On the one hand, the correct point in time for this can be determined from the flow speed of the wort, and on the other hand it should additionally be ascertained by the identification of the differential pressure occurring between the wort level and the false bottom.
The Anderson-Negele Solution
As an ideal solution, for this type of application, the hydrostatic Anderson-Negele level sensor Type L3-Neo is used. With its highly accurate, piezoresistant measuring principle and its particularly low temperature effect, it is ideally suited for measurement applications where accuracy and temperature stability are required.
The sensors are installed via weld-in sleeves from the well-proven CLEANadapt build-in system. One measuring point is placed directly beneath the false bottom; additionally, a second point is placed at the side of the lauter tun, ensuring that this measuring point measures above the hop pulp level. With these measurements, the lautering speed, the raking machine and the refills can be controlled fully automatically.
The Measuring Principle
This unit utilizes an internal piezoelectric transducer and an RTD temperature element to measure the pressure and temperature of the wort in parallel and in real time. The values are converted to a compensated pressure value already in the stem. This signal is digitally communicated to the head where it is converted to industry standard 4...20 mA, HART 7.0 or IO-Link.
For relative sensors the back of the diaphragm is vented and the output is relative to the atmospheric conditions.
L3 Neo Accuracy
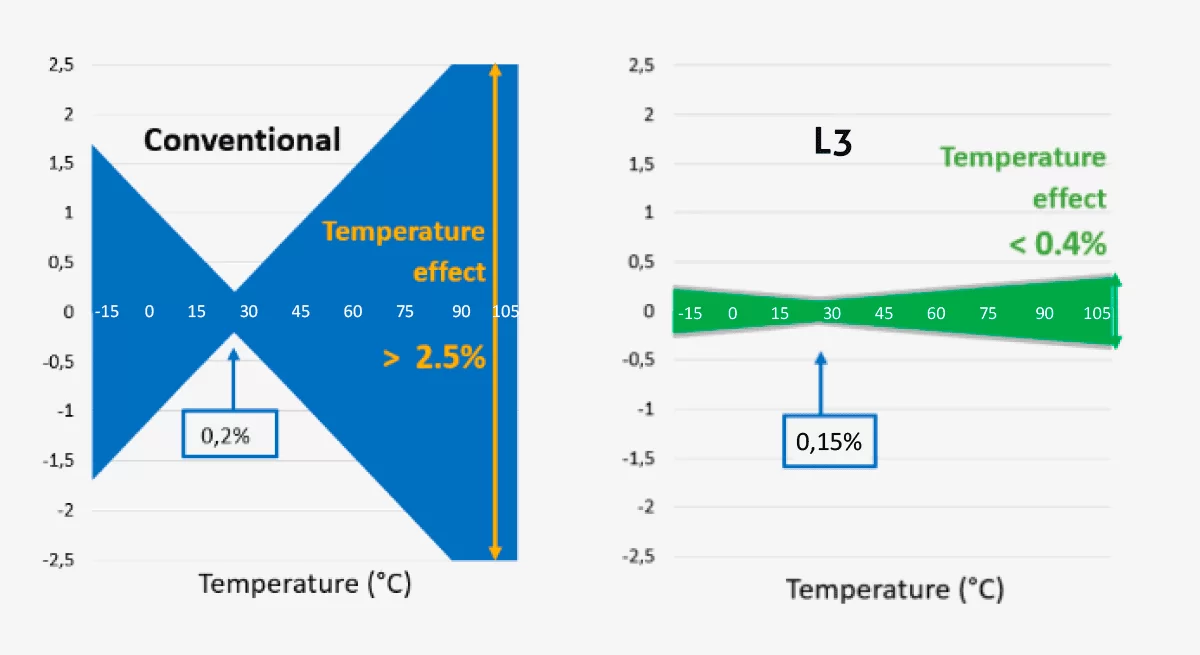
Conventional sensors show a temperature drift of up to 0.4 % per 10°C. At 110 °C, the deviation is > 2.5 %! The L3 Neo shows a temperature drift of only 0.03 % per 10 °C. with an impressive basic accuracy of only 0.1%. At 110 °C the temperature effect is < 0.4 %. That means that the L3 accuracy is several time better than conventional level sensors.

Copyright © 2022 Anderson-Negele