
Automized phase transition is essential for many production and filling processes and for controlling the quality and concentration of CIP agents. Short response times below 1,2 seconds, superior accuracy and quality are ...


Modular inductive conductivity measurement of liquid media up to 999 mS/cm, with IO-Link
In many applications in the food and beverage industry, the measurement of the conductivity of products and of CIP media is the most suitable analysis technique for the hygienic inline detection and differentiation of liquids in the process. Another essential application is the control of the concentration of CIP cleaning agents and their automatic dilution.
The superior process efficiency is based on three essential performance characteristics of the ILM-4 Inductive Conductivity Sensor:
The inline analysis of media based on their conductivity values enables automated, high-precision operation in many applications. These are primarily product differentiation, phase separation, process control and concentration control of CIP agents.

Product differentiation: the distinction of liquids within one second ensures the correct processing, storage or filling of products, such as:
Phase separation: the continuous media analysis enables real-time inline CIP stage control.
Process control: by continuously measuring the conductivity value, a deviation of the actual value from the specified target value can be detected with very high accuracy and immediately signaled.
CIP media concentration control: For an optimal and reproducible cleaning result, each cleaning agent must be adjusted to the specified value by re-dosing with concentrate and fresh water. This is ensured by the highly precise conductivity measurement with the conductivity sensor in a separate process line.
Differentiating products is often not easy in practice, but it can make all the difference to the quality of the end product and the efficiency of the process. Still frequently used possibilities for product control, e.g. when filling different juices, are manual sampling or monitoring via a sight glass. However, experience shows that both of these methods involve high personnel costs and uncertainties in quality between samples.
Another common option for certain applications such as CIP cleaning is the time-controlled phase transition. However, a safety buffer of several seconds is needed to ensure that no incorrect product or cleaning chemicals such as acid or caustic get into the product tanks. This leads to additional expenses in each phase transition, as many liters of valuable product or cleaning agent are lost in the wastewater.
The Anderson-Negele ILM-4 Conductivity Meter, which is directly integrated into the process, can automate the phase transition with a very high degree of measuring accuracy. This avoids the loss of resources due to incorrect or delayed media changeover and saves money by avoiding personnel costs caused by visual or manual control. In many practical cases, the use of an Anderson-Negele conductivity sensor has paid for itself within a very short time.
The electrolytic conductivity of liquids is the property of conducting electric current. This is based on the fact that salts, acid and caustic molecules, when dissolved in the liquid, split up into positive and negative ions. This conductivity is measured in Siemens per meter (S/m) or, in finer gradations, in milliSiemens per centimeter (mS/cm) or MicroSiemens per centimeter (μS/cm). Different liquids have different conductivity values and can thus be precisely distinguished from one another, even if other properties such as color, turbidity or sugar content do not allow this.
There are basically two measuring methods available for the conductivity measurement of liquids: conductive (or contacted) conductivity measurement and inductive conductivity measurement.
Conductive conductivity probes have two or four electrodes on the sensor tip that are in direct contact with the medium. Anderson-Negele does not offer this measuring technique for applications in the food industry, since the measuring accuracy is negatively affected by deposits of salts, fat particles or crystals of the products on the exposed electrodes.
The ILM-4 is specifically designed for hygienic applications and is based on inductive conductivity measurement, thus ensuring a permanent and precise measurement in all applications and for all media.
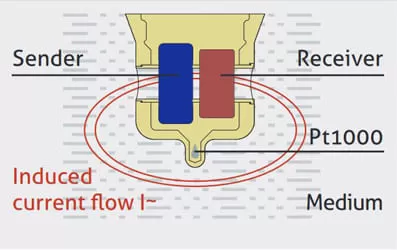
Two electrical coils are integrated in the sensor tip. An alternating current flowing in the primary coil (transmitter) generates an alternating magnetic field which induces a current in the medium. This current flow in the medium in turn generates a magnetic field which induces a voltage in the secondary coil (receiver) of the sensor. The measured current in the secondary coil is a measure for the conductivity of the medium.
In the ILM-4, both coils are housed in the sensor tip made of solid PEEK. The medium flows through an opening in the sensor tip and is analyzed there without direct contact between electrode and medium, i.e. without the negative influence of deposits. In addition, a Pt1000 temperature sensor is integrated in the sensor tip, which continuously records the temperature of the medium. As the conductivity of liquids changes significantly with temperature, this is compensated directly in the electronics. The ILM-4 outputs two measured values: a very precise, temperature-compensated conductivity value and a very precise temperature value at the same time. This makes it possible to use an additional process parameter without having to use a separate temperature measuring point.
The main advantages of this measuring technique are the simple inline integration of the sensor in pipes and containers and the favorable price-performance ratio. With a wide range of process adaptations, the ILM-4 can be easily integrated into existing pipes from DN40 upwards for retrofitting, even at a later date, in compliance with internationally recognized hygiene guidelines such as 3-A and EHEDG.
In process control, if you want to reliably monitor the entire plant technology with a large number of measuring points, actuators and control elements, the digital interface IO-Link offers significant advantages over analog technology.
ILM-4 combines the best of both worlds with its Flex-Hybrid technology: data can be transmitted from the sensor through a digital or an analog interface, or parallel in both technologies. This creates an important advantage, especially in times of technological change from today’s analogue to digital IOT generation. If, for example, a system is currently still controlled in analog mode, but a conversion to IO-Link is being considered, the customer no longer has to make a decision. Instead of “either … or”, Anderson-Negele says “and”. Simply by connecting a new cable, the sensor can be converted to digital at any time, without even having to touch the hardware or the settings. Installation and commissioning are extremely time- and cost-saving. Signal transmission and power supply itself come with a three-pole standard cable without shielding.
Two installation lengths for different pipe diameters and a large number of different process adaptations ensure maximum flexibility with regard to installation in new plants and retrofitting in existing processes. The compact ILM-4 can be easily integrated into pipes or containers via hygienic screw or clamp adaptations. Adapters are also available for existing process connections. A remote version is also available, which ensures optimum adaptation to local and technical conditions.







Copyright © 2022 Anderson-Negele