

-
 Home
Home
-
- Applications
-
- Dairy
-
- For maximum food safety: ITM-51 protects milk from glycol contamination


For maximum food safety: ITM-51 protects milk from glycol contamination
Dairy
Our client, a dairy in India, utilises plate heat exchangers in several stages of the process to cool the milk. To avoid contamination from the cooling agent, the dairy employs an ITM-51 turbidity metre. This ensures that no milk tainted with glycol can get bottled, maximising product safety for their customers. The instrumentation for this application is complemented by TS temperature sensors and P41 pressure sensors for additional safety monitoring.
Customer
Advantages of the application

» Maximum product safety and purity monitoring to protect consumer’s health
» Real-time error alarm: In case of a glycol contamination, the turbidity sensor gives an alarm signal within <1 second so that the process can be stopped immediately
» Multiple safety monitoring by controlling turbidity, pressure, and temperature to avoid downtimes and production losses
Application Detail
The application
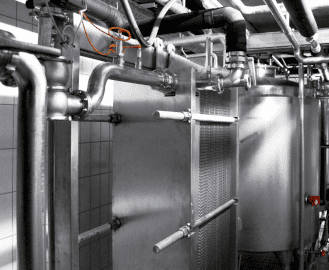
In numerous food and beverage manufacturing processes, like milk, beer, or juices, the product is heated and then cooled down. Plate heat exchangers are usually employed to accomplish this step in the most energy-efficient and fast manner.
In these exchangers, the product and cooling agent flow between grooved profiled plates alternately. A solution containing glycol is commonly used as the cooling agent. Glycol is employed to manage the freezing process, retain a steady temperature in the application, and prevent corrosion and bacterial growth in the cooling system.
To optimise heat exchange performance and save energy, the partitions between the plates are very thin and closely spaced. Consequently, there is a risk of leaks triggered by pressure surges, product particles, or soil deposits. If damage occurs, cooling agent containing glycol can penetrate the product and pollute it, presenting a danger to consumers. To ensure customer safety, our client introduced a reliable quality control directly after the plate heat exchanger with the help of turbidity measurement.
The Anderson-Negele solution
The ITM-51 turbidity metre is flush-mounted and uses the backscattered light method to gauge the turbidity in the medium, and thus to monitor potential contamination. The measuring accuracy is 200...300 000 NTU. The ITM-51 has an extremely short response time of 0.75 s, enabling it to alert the slightest change in turbidity in the medium almost in real time. In this application, the ITM-51 was installed directly after the heat exchanger in the tubing of the cooling circuit and monitors the purity of the glycol-containing cooling medium. If a cooler plate is damaged, there is always an exchange of liquids, and milk enters the coolant. Therefore, the ITM-51 can be relied upon to monitor the purity of the milk by supervising the cooling agent.
If there is a malfunction, the process can be stopped within a second to keep product loss to a minimum. This enables the dairy to guarantee absolute product safety while reducing damage cost in the event of a defect in the heat exchanger.
Further instrumentation in the application
Other crucial parameters for the secure functioning of the heat exchanger are temperature and pressure. The TS temperature sensor has superior measuring precision, allowing accurate monitoring of the process temperatures at the inlet and outlet of the product and of the cooling circuit. Keeping an eye on the process pressure assists in supervising the correct operation of the cooler. If particles or contamination disrupt the function, the pressure upstream of the cooler increases. In this case, the cooling system can be checked and, if required, cleaned to prevent damage.
Our diverse sensor technologies offer multiple levels of safety monitoring of the plate heat exchanger. This enhances consumer safety and prevents damage to the equipment, production downtime, and product loss.

Copyright © 2022 Anderson-Negele