L'analisi in linea contribuisce a garantire una qualità CIP affidabile e ripetibile, a ridurre al minimo i tempi di CIP, a guidare il flusso di ritorno per un riutilizzo ottimale e a mantenere la concentrazione dell'agente detergente al livello perfetto. Sensori per conducibilità, torbidità, flusso, temperatura …


L3 stabilisce nuovi standard nel controllo di livello e pressione

Misurazione della pressione di processo in tubi e di livello in recipienti | Con IO-Link

Sensore di torbidità a luce diffusa modulare e da incasso per torbidità da bassa a molto alta | Con IO-Link


TSBF – Sensore di temperatura compatto, modulare, configurabile autonomamente per applicazioni alimentari, processi, serbatoi e tubi │ Con IO-Link

Misura di portata e volume di fluidi con conducibilità minima > 5 µS/cm; precisione ±0,5 % ±2 mm/s | Con IO-Link

Monitoraggio di portata in tubi a partire da DN25, per prodotti acquosi in assenza di solidi sospesi

Monitoraggio di portata in tubi a partire da 1″, per prodotti acquosi in assenza di solidi sospesi
Sensore di portata in tubi superiori a DN25 per la misurazione di prodotti acquosi in assenza di particelle, per il settore farmaceutico
Sensore di portata per tubi superiori a 1″, per la misurazione di prodotti acquosi in assenza di particelle, per il settore farmaceutico
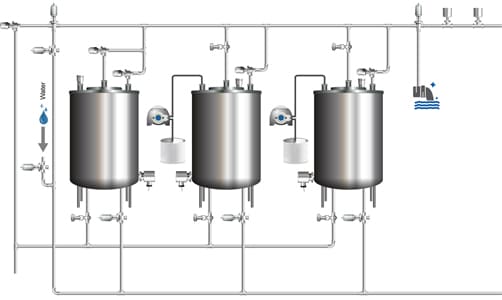
La tecnologia di processo Cleaning In Place (CIP) consente una pulizia rapida ed efficiente delle attrezzature di produzione senza smontare i componenti. Di conseguenza, questa tecnica richiede una manodopera notevolmente inferiore, riduce i tempi di fermo della produzione e protegge i dipendenti dal contatto diretto con prodotti chimici aggressivi per la pulizia. Il CIP è un’applicazione standard in molti impianti di produzione nell’industria alimentare e delle bevande. Se necessario, può essere integrato dalla sterilizzazione a vapore (Sterilization In Place – SIP).

Nella pulizia CIP tutte le parti dell’impianto di produzione quali serbatoi, tubazioni e linee di processo, tutti i componenti integrati quali pompe, valvole o sensori, sono ripuliti dai residui di prodotto, dalle tracce di prodotti chimici detergenti, dai microbi, dai batteri o da altre sostanze mediante un processo in più fasi con diversi liquidi di risciacquo e pulizia. Un nuovo processo di produzione può iniziare immediatamente dopo il processo CIP.
La qualità della pulizia CIP può essere controllata tramite analisi di processo in linea o campionamento dopo ogni fase intermedia e al termine dell’intero processo.
I costi del processo CIP sono influenzati da diversi fattori, quali:
Il sensore sanitario può contribuire ad aumentare il grado di automazione e quindi
La massima efficienza di pulizia CIP si ottiene in genere utilizzando i seguenti tipi di sensori:
Un processo di pulizia CIP consiste in diverse fasi coordinate. In generale, queste sono

In primo luogo, il prodotto rimasto nell’impianto è espulso con acqua o con pistoni e i depositi sonoo rimossi durante il prelavaggio. Nelle fasi successive, gli elementi organici in traccesono eliminati con sostanze caustiche e i depositi minerali vengono rimossi con acidi. Le fasi intermedie e finali consistono nel risciacquo con acqua.
La durata, l’intensità e la temperatura delle singole fasi di pulizia dipendono da molti fattori, quali le proprietà chimiche e la viscosità dei prodotti, se in un sistema vengono utilizzati solo uno o più prodotti alternati, le proprietà tecniche del sistema (ad es. dimensioni del serbatoio, diametro dei tubi, lunghezza delle tubazioni, ecc.) e i dispositivi specifici di produzione nel processo (ad es. riscaldatore, filtro, ugelli di spruzzatura, ecc.).
Spesso il processo è controllato tramite parametri prestabiliti e precalcolati. La pressione e quindi la portata, la temperatura e la durata di ogni fase del processo, nonché il relativo controllo delle valvole e delle pompe, sono programmati nel PLC e poi eseguiti automaticamente. Un controllo passivo di questo tipo per il processo CIP deve tenere conto dei fattori sopra indicati singolarmente. Per evitare risultati difettosi e ottenere con certezza la qualità di pulizia richiesta, è necessario prevedere margini di tempo e margini di sicurezza tra ogni singola fase. Ciò prolunga la durata complessiva e comporta anche perdite di risorse dovute a cambi troppo precoci o troppo tardivi, ovvero una quantità eccessiva di prodotto o sostanze chimiche può finire nelle acque reflue.
I sensori analitici, come i misuratori di torbidità o conducibilità, il vostro “occhio nel tubo”, misurano la qualità dei liquidi in linea e in modo continuo, consentendo così un controllo attivo in tempo reale, basato sulle circostanze momentanee.
È possibile controllare con precisione in qualsiasi momento

Ciò consente
Ogni singola fase del processo CIP-SIP deve essere controllata con precisione per garantire una pulizia riproducibile e documentabile. Le condizioni di processo devono essere monitorate con precisione e in modo continuo. Anderson-Negele offre un’ampia gamma di sensori sanitari per la misurazione di temperatura, pressione e portata, nonché monitor di flusso, per installazioni individuali e per sistemi di comunicazione analogici e digitali come IO-Link.
Per ottenere risultati di pulizia ottimali e riproducibili, ogni acido e ogni sostanza caustica devono essere concentrati al valore specificato mediante dosaggio con concentrato e acqua fresca. A seconda dell’applicazione, tale valore è compreso tra lo 0,5 e l’1,5 % circa per le soluzioni caustiche e tra lo 0,5 e l’1,0 % per le soluzioni di acido nitrico e può essere monitorato con precisione tramite la misurazione della conducibilità. In questo caso, l’elevata precisione di misura e la risoluzione con compensazione efficiente della temperatura giocano un ruolo fondamentale per il sensore, poiché il valore specificato della concentrazione deve essere mantenuto con estrema precisione per ottenere un risultato di pulizia verificabile. Ciò è garantito dalla misurazione della conducibilità ad alta precisione con l’ILM-4 in una linea di processo separata.




Copyright © 2022 Anderson-Negele