La tecnologia di rilevamento intelligente può aiutare a garantire una qualità del prodotto riproducibile durante tutto il processo di produzione, automatizzare i processi, ridurre al minimo il consumo di energia e risorse ed evitare tempi di inattività della produzione e sprechi alimentari. Per quanto diverse siano la qualità delle materie prime, le ricette e i processi nella produzione di bevande, altrettanto diverse sono le esigenze in termini di tecnologia di misurazione. Ecco perché offriamo una gamma completa di sensori, ciascuno con un’ampia gamma di varianti e opzioni. Otterrai esattamente le prestazioni che desideri per ogni applicazione e ogni tipo di attività, dai produttori regionali di succhi speciali agli imbottigliatori industriali di bevande analcoliche, né più né meno.
Il nostro consiglio: Controlla quali delle applicazioni in questa panoramica utilizzi nella tua attività, dai un’occhiata al portafoglio prodotti che offriamo da un’unica fonte e costruisci il tuo “sistema di sensori dei sogni”. Saremo lieti di aiutarti a trovare le soluzioni ottimali. Basta contattarci.
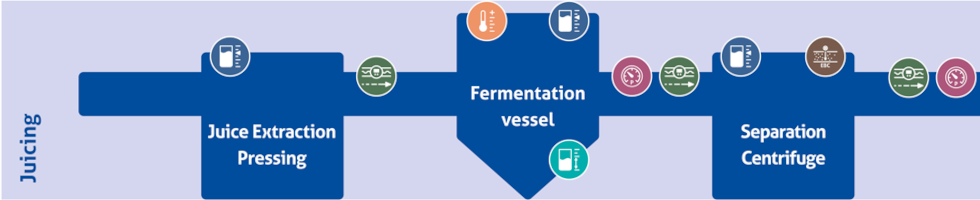
Per il processo di fermentazione si utilizzano recipienti di fermentazione aperti o chiusi, a seconda del prodotto di partenza e di quello finale, e del tipo di processo, come la fermentazione con lievito, con mosto, a freddo o a caldo. Quando sono installati in serbatoi isolati, i sensori devono tenere conto della profondità della parete. In particolare, i recipienti per la fermentazione a pressione devono essere monitorati anche per quanto riguarda la sovrappressione.
A seconda del succo, del vino o di un altro ingrediente, la torbidità viene parzialmente o completamente filtrata dalla sospensione prima di essere conservata o ulteriormente lavorata. Questo può essere fatto da vari sistemi o separatori/centrifughe.
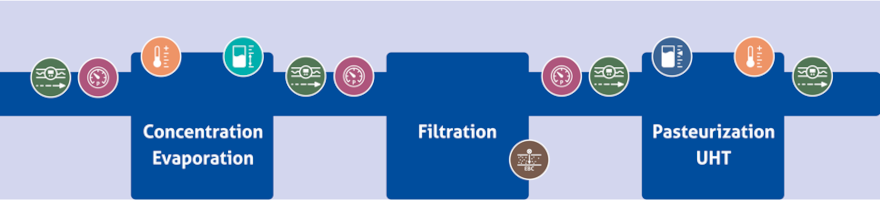
Se necessario, la quantità di liquido viene ridotta alla concentrazione desiderata mediante evaporazione.
Filtration:
La limpidezza di una bevanda o la torbidità naturale sono caratteristiche di qualità definite in modo deliberato. Una specifica altamente precisa per i sistemi, come i filtri a strati, a flusso incrociato o a cartuccia, pone grandi esigenze al controllo di processo e alla tecnologia di misurazione per un processo di filtrazione senza problemi.
i prodotti vengono resi stabili a scaffale riscaldandoli per un breve periodo a temperature specificate con precisione.
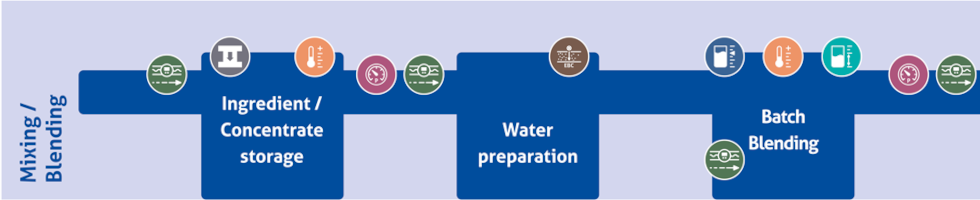
per molte bevande, gli ingredienti o i concentrati vengono consegnati in contenitori di trasporto. Il contenuto di tali contenitori intercambiabili deve essere controllato con precisione. Tuttavia, i sensori di livello installati in modo permanente nei serbatoi sono spesso tecnicamente o economicamente non fattibili. Il controllo preciso del contenuto è reso possibile dalle celle di carico.
il controllo dell’acqua dolce è fondamentale per ottenere prodotti di alta qualità.
sia nei processi batch che in quelli continui, è necessario poter controllare con precisione le ricette.

per bottiglie, serbatoi, bag-in-box o altri imballaggi vengono utilizzati diversi sistemi di riempimento. Nella pulizia delle bottiglie, i sensori monitorano la qualità della pulizia e dei liquidi di pulizia.
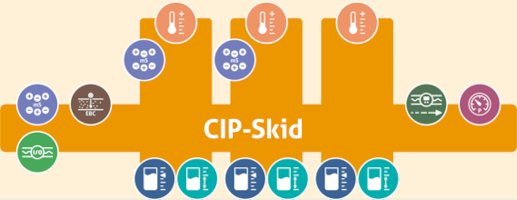
I sistemi CIP per la produzione di bevande possono essere centralizzati o decentralizzati. Per una maggiore efficienza, il flusso di ritorno dei mezzi può essere monitorato in base al grado di contaminazione tramite sensori di analisi. Ciò consente di restituire automaticamente i detergenti costosi al serbatoio del lotto quando il grado di contaminazione è basso e di riutilizzare l’acqua di risciacquo a basso livello di contaminazione per il pre-risciacquo nel processo successivo. Grazie alla misurazione della conducibilità, è possibile monitorare e controllare automaticamente la concentrazione del detergente. Nella nostra sezione “Soluzioni” / “CIP Control” troverete tutti i dettagli su come la tecnologia dei sensori intelligenti può contribuire a processi CIP riproducibili ed efficienti in termini di risorse.

Per un produttore, questo non significa solo una componente ecologica ed etica, ma anche un risparmio economico. Ogni litro di risorse sprecate significa valore perso. Inoltre, ogni litro di prodotto che finisce nella fogna comporta costi aggiuntivi per il trattamento delle acque reflue. Le aree in cui la strumentazione intelligente può aiutare a prevenire le perdite includono la transizione di fase tra due mezzi, la qualità insufficiente del prodotto dovuta a processi non controllati in modo ottimale, il controllo impreciso del livello nei serbatoi di stoccaggio o di processo e un processo CIP non automatizzato.
Il nostro consiglio: esaminate tutti i vostri processi per individuare il loro potenziale di ottimizzazione. Saremo lieti di aiutarvi in loco. Basta contattarci.
I prodotti Anderson-Negele sono progettati e costruiti esclusivamente per applicazioni nel settore alimentare. Pertanto, soddisfano tutti i requisiti delle aree di produzione sensibili all’igiene fin dall’inizio, come dimostrano le certificazioni 3-A e EHEDG. Ciò significa massima protezione igienica dei vostri prodotti, facile pulizia delle attrezzature e, in definitiva, massima tranquillità e soddisfazione per i vostri clienti.
Il nostro consiglio: per quanto riguarda le connessioni di processo, offriamo anche un’ampia gamma di soluzioni che garantiscono un’integrazione igienica nei vostri impianti grazie a un design privo di spazi morti e a materiali e superfici di qualità superiore. Con CLEANadapt e FLEXadapt, abbiamo sviluppato appositamente sistemi di connessione di processo che semplificano l’installazione e il funzionamento igienico e possono anche essere adattati.
La maggior parte dei sensori Anderson-Negele con IO-Link è dotata della tecnologia “Flex-Hybrid”, che consente la comunicazione digitale IO-Link e analogica 4…20mA in parallelo. Anche se l’impianto è gestito in modo analogico, è possibile mettere in funzione tutti i sensori con un solo software tramite computer. La programmazione specifica può essere trasferita facilmente ad altri sensori tramite copia e incolla. In caso di sostituzione di un sensore, l’intera programmazione individuale viene trasferita semplicemente collegando il nuovo sensore.
Il nostro consiglio: con la tecnologia Flex-Hybrid, si hanno già dei vantaggi nell’installazione e nella messa in servizio. E se si passa alla tecnologia digitale IO-Link in un secondo momento, non sono necessari nuovi sensori. Scoprite tutto sulle nostre soluzioni IO-Link nella nostra sezione “Soluzioni / IO-Link” o sul sito web IO-Link.
Molti dei nostri sensori sono disponibili in versione “remota”. Il dispositivo di misurazione vero e proprio e l’unità elettronica con display operativo e trasmettitore sono separati. Questo protegge l’elettronica da vibrazioni e alte temperature, aumentando significativamente la durata. È anche estremamente pratico, in quanto è possibile posizionare l’elettronica e i display dove è più comodo e accessibile per una lettura o una programmazione facile e veloce.
Il nostro consiglio: ottenete una panoramica perfetta di tutti i processi e dei contenitori senza dovervi chinare o camminare e assicuratevi una facile programmazione e una maggiore durata grazie ai sensori remoti.
Molti clienti utilizzano i nostri sensori per soddisfare un’ampia varietà di esigenze quotidiane. Scoprite come altri caseifici o produttori di formaggio abbiano superato con successo le proprie sfide grazie ai sensori Anderson-Negele. I nostri casi di studio mostrano esempi in cui siamo stati in grado di aiutare i nostri clienti a raggiungere i loro obiettivi grazie alla consulenza applicativa, al collaudo dei prodotti o al supporto tecnico. Potete trovare i nostri casi di studio online qui.
Il nostro consiglio: i nostri casi di studio possono darti una piccola panoramica della varietà di applicazioni in cui la strumentazione intelligente, utilizzata correttamente, può semplificare il tuo lavoro, migliorare la qualità e ridurre i costi. Saremo lieti di incontrarti in loco per trovare le risposte alle tue domande. Contattaci!
Sono indispensabili in quasi tutte le fasi della produzione lattiero-casearia o casearia e per il controllo CIP. Ecco perché offriamo i nostri sensori di temperatura in 2 standard (Big e Mini), con una vasta gamma di prestazioni e un’infinita varietà di personalizzazioni, connessioni di processo e opzioni.
Mantieni sempre un controllo ottimale della pressione di processo o del serbatoio. Grazie alle numerose opzioni di sensori, troverai sempre la soluzione più adatta per ogni applicazione, esigenza e intervallo di misurazione della pressione desiderato, sia come display in loco che per il collegamento a PLC.
Temperature diverse, forme diverse dei serbatoi, a volte pressurizzati, densità diverse, mezzi schiumogeni diversi, torbidità e contenuto di solidi diversi: requisiti molto diversi e cambiamenti dinamici influenzano il controllo del livello di riempimento dei vari serbatoi e contenitori. Tuttavia, in qualsiasi momento, è necessario sapere esattamente quanto prodotto c’è nel serbatoio o assicurarsi che un serbatoio non trabocchi o si svuoti. Ecco perché offriamo diverse tecniche di misurazione, design e opzioni per ottenere la soluzione migliore per ogni scopo e applicazione.
Ecco come mantenere il controllo dei vostri prodotti, monitorare la miscelazione e garantire il funzionamento affidabile del vostro impianto: controllo preciso del flusso con misuratori di portata elettromagnetici. I monitor di flusso emettono un allarme quando il flusso si interrompe e sono ideali per il monitoraggio di sistemi di pompaggio, filtri, circuiti di raffreddamento, il ritorno CIP o per rilevare mezzi deviati.
I sensori di torbidità sono ideali per distinguere i liquidi in base alla chiarezza e al contenuto di grassi. Stai cercando di salvaguardare la qualità del prodotto con un monitoraggio preciso della torbidità? Ottimizza le prestazioni del separatore. Ottieni la massima efficienza durante la transizione di fase del latte, della panna e del siero di latte. Risparmia sui costi riutilizzando i fluidi CIP leggermente contaminati? Riduci le spese per le acque reflue attraverso un efficace monitoraggio della contaminazione. Se è così, i nostri sensori di torbidità sono la soluzione perfetta per le tue esigenze.
Per una transizione di fase attiva e automatizzata, il controllo del ritorno CIP di acido/soda/acqua e il controllo della concentrazione dei detergenti CIP, ILM-4 è la garanzia di affidabilità del processo.
Per un’ampia gamma di tipi di sensori, i nostri sistemi di connessione offrono un concetto di installazione igienica: acciaio inossidabile di alta qualità o PEEK per tutti i componenti a contatto con il fluido, connessione a vite semplice e sicura o anche installazione in pozzetti termometrici per la rimozione del sensore senza interrompere il processo.
Trasformate il vostro serbatoio in una bilancia di precisione. Quando i sistemi di controllo di livello integrati non funzionano, i sistemi di pesatura entrano in gioco. I Load Disc vi offrono il pieno controllo del contenuto, anche con contenitori intercambiabili per ingredienti o additivi.
La chiave per una maggiore efficienza: sensori con IO-Link nella tecnologia Flex Hybrid. Questi rendono la pianificazione, la messa in servizio e il funzionamento dei vostri impianti più facili, più veloci e più flessibili. Per gli impianti analogici esistenti, Flex-Hybrid significa programmazione più semplice, sostituzione dei sensori con “plug-and-play” e, se ad un certo punto si passa al controllo IO-Link, i sensori vengono sostituiti semplicemente collegandoli.
Abbiamo riassunto in una brochure generale il modo in cui noi di Anderson-Negele possiamo aiutarvi a ottimizzare i vostri processi di produzione delle bevande:

Controlla il nostro portafoglio prodotti e assembla la “tecnologia dei sensori desiderata” per il tuo birrificio. Qui puoi contattarci.









Copyright © 2022 Anderson-Negele