
L'analyse en ligne des fluides sur la base de leur turbidité permet des processus automatisés de haute précision dans de nombreuses applications. En font partie la différenciation des produits, les changements de phase NEP, le contrôle des processus, la surveillance de la qualité ...


Capteur modulaire de turbidité à rétrodiffusion de la lumière, affleurant, pour une turbidité faible à très élevée | Avec IO-Link

Capteur de turbidité à lumière pulsée pour turbidité faible, pour les conduites à partir de DN25

Capteur de turbidité à lumière pulsée pour eau potable et de process, pour turbidité faible, pour les conduites à partir de DN25
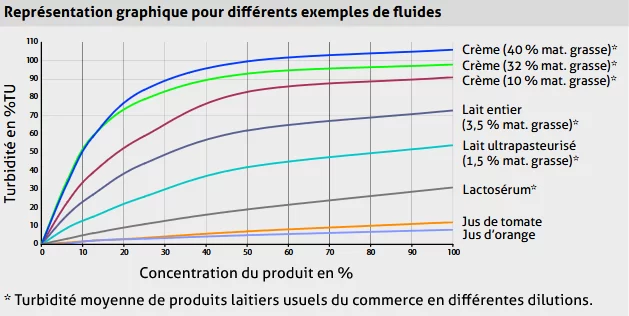
Dans de nombreuses applications de l’industrie alimentaire et des boissons, la mesure de la turbidité est la technique d’analyse la plus appropriée pour différencier les liquides dans le processus en ligne. Les turbidimètres hygiéniques de la série ITM permettent de surveiller les processus avec une grande précision et de les contrôler en temps réel. Avec deux méthodes de mesure différentes, les capteurs de turbidité hygiéniques en ligne Anderson-Negele offrent le principe de mesure de turbidité approprié pour chaque degré de turbidité : de la plage de mesure la plus basse à partir de 0…5 NTU (0…1 EBC) pour les milieux légèrement turbides à la plage de mesure de 200…300.000 NTU pour les produits à turbidité moyenne et élevée. Étant donné que les particules de graisse se comportent de la même manière que les particules solides ou d’autres substances turbides lors de la mesure de la turbidité, les produits laitiers tels que le lait ou la crème peuvent également être différenciés avec une grande précision. Voici quelques exemples de valeurs de turbidité de différents milieux et de leurs variations en fonction de la concentration :
Par rapport au contrôle du temps ou à la surveillance visuelle, ou grâce à des temps de réponse plus courts, l’analyse en ligne de la turbidité peut vous faire gagner du temps et donc des ressources à chaque transition de phase. Dans un cas réel, notre client économise 65 secondes et ainsi 120 l de produit par transition de phase par rapport au contrôle du temps.
Notre calculateur de retour sur investissement vous aide à calculer approximativement en combien de temps l’installation d’un turbidimètre est rentabilisée par les seules économies réalisées sur les coûts du produit – il vous suffit de cliquer sur les liens ici :
Calculez dès maintenant VOTRE Retour sur Investissement possible!
L’analyse en ligne des milieux sur la base de leurs valeurs de turbidité permet une application automatisée et de haute précision dans de nombreux processus de production et domaines d’application. Il s’agit principalement de la différenciation des produits, de la séparation des phases, du contrôle des processus et de la surveillance de la qualité.
Différenciation des produits : la différenciation des liquides permet, par exemple, de garantir le traitement, le stockage ou le remplissage corrects des produits :
Séparation des phases: en combinaison avec la mesure de la conductivité, il est possible de contrôler le NEP en ligne à la seconde près :
Contrôle du processus : si le niveau de turbidité dépasse ou tombe en dessous d’une certaine valeur prédéfinie, une correction du processus peut être déclenchée par un signal envoyé à la commande PLC du processus. Les applications typiques sont les suivantes :
Contrôle de la qualité : En outre, la concentration ou le niveau de turbidité de certains produits peuvent être contrôlés :

Dans une variété de processus de production et dans les systèmes CIP dans les laiteries, les brasseries, l’industrie des boissons, la production de vin, la production de jus et d’autres entreprises alimentaires, les capteurs de turbidité peuvent mesurer les liquides selon des critères qualitatifs en temps réel et de manière entièrement automatique. Cela permet, entre autres, de :

Dans la pratique, le degré de turbidité n’est souvent pas facile à détecter, mais il peut être déterminant pour la qualité du produit final et l’efficacité du processus. Les méthodes de contrôle encore fréquemment utilisées sont l’échantillonnage manuel ou la surveillance de la turbidité au moyen d’un voyant. Cependant, l’expérience montre que ces deux méthodes impliquent des coûts de personnel élevés et des incertitudes quant à la qualité entre les échantillons.
Une autre option courante pour certaines applications telles que le nettoyage NEP est le changement de phase contrôlé par le temps. Cependant, un tampon de sécurité de plusieurs secondes doit être pris en compte pour s’assurer qu’aucun produit ou agent de nettoyage incorrect ne pénètre dans les réservoirs de produits. Cela entraîne des coûts pour chaque changement de phase, car de nombreux litres de produit ou d’agent de nettoyage de valeur se retrouvent dans les eaux usées.
Les turbidimètres Anderson-Negele de la série ITM peuvent automatiser cette étape du processus avec une très grande précision de mesure. Cela permet d’éviter les pertes de ressources dues à un déversement incorrect ou trop tardif des produits et les coûts de personnel dus à un contrôle visuel ou manuel, ce qui permet de réaliser des économies. Dans de nombreux cas pratiques, l’utilisation d’un capteur de turbidité Anderson-Negele a été amortie en très peu de temps.
Selon leur principe de mesure, les turbidimètres Anderson-Negele se divisent en deux catégories : les turbidimètres relatifs à lumière rétrodiffusée et les turbidimètres à quatre faisceaux avec enregistrement des valeurs de mesure de la lumière transmise et de la lumière rétrodiffusée. Il s’agit dans les deux cas de méthodes de mesure en ligne, c’est-à-dire qu’elles analysent les liquides dans le processus en cours. Grâce aux temps de réponse extrêmement rapides, inférieurs à 1 seconde, les processus peuvent être surveillés et contrôlés en temps réel.
Les principaux avantages de ce principe de mesure utilisant la méthode de la lumière rétrodiffusée sont l’installation en ligne affleurante du capteur dans le processus et le prix avantageux. Grâce à une large gamme d’adaptations du processus, l’ITM-51 peut également être facilement intégré ultérieurement dans des conduites existantes à partir de DN25, conformément aux directives d’hygiène internationalement reconnues telles que 3-A et EHEDG.
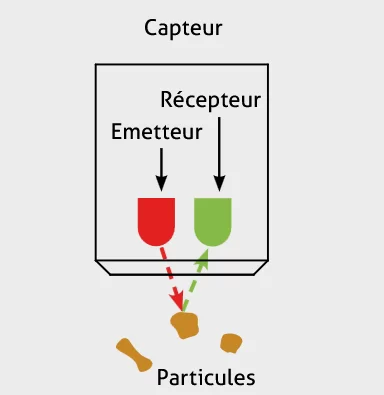
À partir d’une diode située à la pointe du capteur, une source lumineuse LED émet une lumière infrarouge dans le milieu via un système optique en saphir très résistant. Les particules présentes dans le milieu réfléchissent la lumière irradiée, qui est détectée par la diode réceptrice située à l’extrémité du capteur (méthode dite de la lumière rétrodiffusée). L’électronique calcule la turbidité relative du milieu à partir du signal reçu. Cette méthode de mesure est idéale pour mesurer des milieux de turbidité moyenne à élevée (200…300.000 NTU).
Dans l’ITM-4, la mesure de la turbidité par la méthode de la lumière transmise / lumière diffusée est effectuée en utilisant la méthode de la lumière alternée à 4 faisceaux, également avec une source de lumière LED. Le principal avantage de ce principe de mesure est sa très grande sensibilité. Avec des plages de mesure à partir de 0…5 NTU (0…1 EBC), même les plus petites variations de turbidité sont enregistrées.
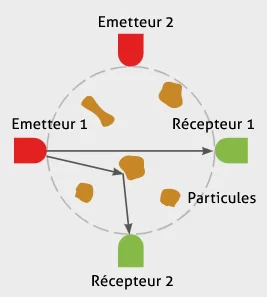
Deux émetteurs infrarouges et deux récepteurs infrarouges sont disposés dans le capteur de mesure en forme d’anneau, chacun décalé de 90°. Les émetteurs sont commandés alternativement pour déterminer la valeur de turbidité. Si l’émetteur 1 est actif, le récepteur 1 enregistre la lumière transmise et le récepteur 2 la lumière diffusée à 90°. Si l’émetteur 2 est actif, c’est l’inverse. Une valeur de turbidité exacte est déterminée à partir des quatre valeurs mesurées au cours d’un cycle de mesure. Comme une valeur de référence de la lumière transmise est également disponible pour chaque valeur de mesure de la lumière diffusée à 90°, les facteurs perturbateurs tels que l’encrassement de l’optique ou le vieillissement des composants sont automatiquement compensés. L’évaluation permet de supprimer les influences perturbatrices dues à la présence sporadique de solides et de bulles d’air. L’ITM-4 est intégré dans un raccord annulaire qui peut être installé dans des tuyaux de DN25 à DN100 ou de DN1″ à DN4″ au moyen d’un raccord à vis hygiénique ou d’un collier de serrage.
Cette méthode de mesure est également utilisée pour l’ITM-4DW. Dans cette variante, le matériau du capteur est spécialement adapté et approuvé pour les applications d’eau potable, mais il est donc moins cher que l’ITM-4.
Les capteurs de turbidité de la série ITM sont conçus conformément aux normes internationales applicables aux équipements de traitement des aliments, telles que 3-A, EHEDG et FDA. Cela implique d’éviter les angles morts et de faciliter le nettoyage. L’ensemble du capteur, des pièces en contact avec le liquide au boîtier, est fabriqué à partir de matériaux de la plus haute qualité :
Grâce à leur conception extrêmement robuste et durable et, par exemple, à l’utilisation d’une source lumineuse LED, les capteurs peuvent résister aux contraintes mécaniques les plus fortes, telles que les vibrations et les pointes de pression, qui se produisent de manière répétée dans de nombreuses applications réelles, et garantissent une précision, une durabilité et une nettoyabilité maximales.
Un grand nombre d’adaptations de processus différentes assurent une grande flexibilité en ce qui concerne l’installation dans de nouvelles usines et la modernisation de processus existants. L’ITM-51 compact est affleurant et peut être facilement intégré dans le processus par des raccords hygiéniques à vis ou à serrage. Des adaptateurs sont également disponibles pour les raccords de processus existants. Une version déportée est également disponible, ce qui permet une adaptation optimale au site et aux contraintes mécaniques. Les ITM-4 et ITM-4DW sont tous deux équipés d’un capteur de mesure en forme d’anneau intégré dans un boîtier. Ce dernier peut être facilement intégré dans des tuyaux de différents diamètres nominaux au moyen de raccords hygiéniques à vis ou à serrage.








Copyright © 2022 Anderson-Negele