

-
 Home
Home
-
- Applications
-
- Traitement du lait
-
- Séparation de l‘huile de beurre avec la mesure de turbidité


Séparation de l‘huile de beurre avec la mesure de turbidité
Traitement du lait
Dans la production, la transformation et le conditionnement de beurre, pour une production fiable et hygiénique, les équipements de transformation sont régulièrement nettoyés et les résidus de beurre restants dégorgés à l‘eau tempérée.
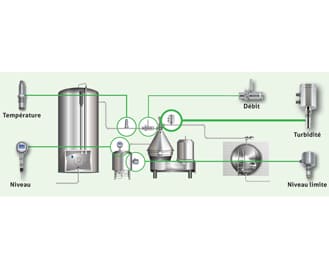
De ce mélange, de l‘huile de beurre de haute pureté peut être séparée en tant que matière première précieuse. Un instrument de mesure important pour son raffinement automatisé, économique et de première qualité est le capteur de turbidité ITM-51, dont la plage de mesure s’apprète parfaitement à cette application. Des capteurs de débit, de niveau limite et de température adaptés à ce produit spécifique soutiennent le contrôle du processus pour une efficacité et une fiabilité élevées du système.
Détails de l'application
L’application
Le mélange eau - huile de beurre provenant du processus de rinçage de l’appareillage est pompé dans un réservoir de stockage, où une séparation de phase naturelle a déjà lieu. Dans un séparateur la phase huile de beurre est ensuite concentrée jusqu‘à un degré de raffinement de 99,5 %. Cependant, le contrôle visuel lors de la séparation des phases n‘a pas permis une précision suffisante pour le produit final. Une meilleure qualité a été possible par un échantillonnage continu, ce qui s‘est toutefois révélée très coûteux et très long.
Finalement, une séparation des phases sur la base d‘une mesure de turbidité avec le capteur de turbidité ITM-51 s‘est avéré être la méthode la plus efficace, qui, dans la pratique, assure un niveau de qualité de production supérieureet vérifiable.
La solution Anderson-Negele
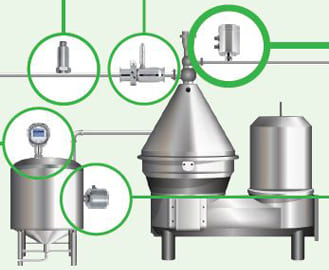
Le capteur de turbidité ITM-51 fonctionne selon la méthode de la lumière rétrodiffusée, qui détecte la réflexion des particules dans le fluide. Avec une seule tête de capteur, il est très facilement intégré de manière affleurant dans le système de tuyauterie à l‘aide d‘une douille ou d‘un adaptateur à souder.
Pour un contrôle précis du séparateur, l‘ITM-51 est programmé individuellement dans l‘application elle-même. À cette fin, des échantillons sont prélevés et analysés en laboratoire pour calibrer le capteur avec ces valeurs. Dans le cas pratique exemplaire, pour une fourchette de 0,5 % de teneur en eau dans le mélange d‘huile de beurre, une valeur cible de 0-50 % TU a été préréglé.
La grande fiabilité dans le processus de séparation des phases garantit, d‘une part, une qualité constante de l‘huile de beurre obtenue et, d‘autre part, la gestion des eaux usées est considérablement simplifiée, car les eaux résiduelles ne sont que très peu chargées.
Applications Anderson-Negele supplémentaires
Débit
Le fonctionnement fiable du séparateur est assuré par un débitmètre à l‘entrée et à la sortie du séparateur. En raison de la trop faible conductivité du mélange d‘huile de beurre, les débitmètres électromagnétiques ne peuvent être considérés ici. Le débitmètre à turbine HM-E est idéal pour cette application. Indépendamment de la conductivité du fluide, il atteint une très grande précision de mesure de ±0,5 % de la valeur mesurée grâce à un rotor avec mesure d‘impulsion sans contact.
Niveau / Niveau limite
A certains intervalles, la masse résiduelle du séparateur est déchargée dans un conteneur de décharge. Le niveau de remplissage de celle-ci doit être surveillé pour un fonctionnement automatisé de l‘ensemble du processus. Pour cela, il existe soit une mesure de niveau continue avec le NSL-F potentiométrique, qui assure une surveillance de niveau rapide et très précise même avec la masse pâteuse et crémeuse. Alternativement, un détecteur de niveau limite de type NCS peut être utilisé, qui, également indépendant de la conductivité du fluide, donne de manière fiable un signal „complet“ pour indiquer le vidange du conteneur de décharge.
Température
La surveillance des processus basée sur la température est rendue possible par un grand nombre de types de capteurs différents. Dans cette application, la version TFP affleurante est idéale, car aucun composant ne dépasse dans la conduite, ce qui permet aussi l‘utilisation de racleurs.
Copyright © 2022 Anderson-Negele