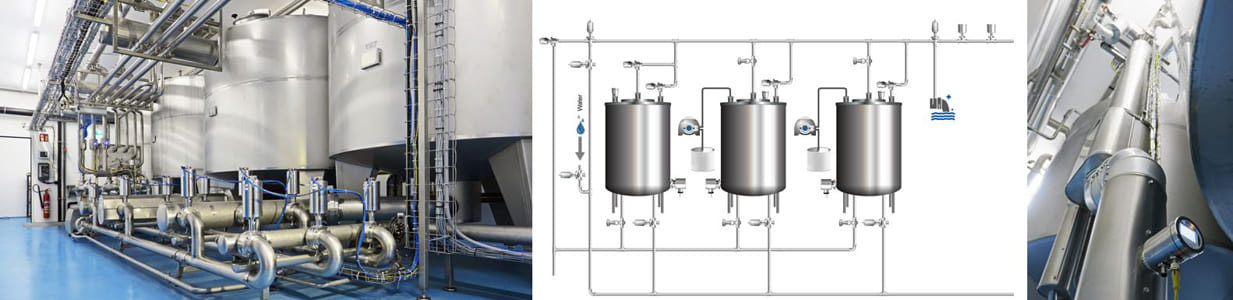
Rendete la vostra qualità misurabile attraverso un efficiente controllo di processo in linea. I sensori di analisi per torbidità, conducibilità e concentrazione aiutano a distinguere automaticamente i prodotti in base alle caratteristiche qualitative ...


Sensore di torbidità a luce diffusa modulare e da incasso per torbidità da bassa a molto alta | Con IO-Link


Misura di torbidità per valori di torbidità molto bassi in tubi a partire da DN25

Ottimizzato per l’impiego nel settore dei processi e dell’acqua potabile
Analisi di processo per un controllo efficiente dei processi: rendete la vostra qualità misurabile con i sensori di analisi. Molti processi si basano sulla differenziazione dei prodotti in base a caratteristiche qualitative come la torbidità, la conduttività o la concentrazione. Le deviazioni da questi criteri spesso non sono facili da rilevare nella pratica, ma sono cruciali per la qualità del prodotto finale e per l’efficienza del processo. Una possibilità di controllo è il campionamento manuale. Tuttavia, questi comportano alti costi di personale e incertezze nella qualità tra i campioni.
Un’altra opzione è il cambiamento di fase controllato nel tempo. In questo caso, tuttavia, è necessario tenere conto di un cuscinetto di sicurezza. Questo comporta perdite di prodotto e costi ad ogni cambio di fase, poiché molti litri di prodotto prezioso o di detergente finiscono nelle acque di scarico.
All’insegna del motto “EXPERIENCE THE DIFFERENCE”, è proprio qui che entrano in gioco i sensori di analisi di Anderson-Negele. Questi misurano i supporti in linea e continuamente durante il processo in corso secondo criteri qualitativi, rendendo così visibile l’invisibile e quindi misurabile la vostra qualità.
I casi pratici dimostrano che i sensori di analisi Anderson-Negele si ripagano in poche settimane, in alcuni casi grazie al risparmio sui costi, sulle perdite di prodotto, sul volume delle acque reflue e sull’inquinamento, oltre che al costante rispetto dei criteri di qualità. Ecco solo alcuni esempi:
– Controllo CIP: grazie alla separazione di fase al secondo nel controllo CIP (Cleaning In Place – Pulizia sul posto) con il conduttivimetro ILM-4, il consumo di acqua può essere estremamente ridotto. In un caso pratico presso un produttore di gelati, il risparmio è stato di 175.000 litri all’anno.
– Cambio di fase UHT: dopo aver notato la perdita di prezioso latte biologico nei processi dell’impianto UHT, un caseificio ha installato un sensore di torbidità ITM-51 per sostituire la precedente tempistica. Il risultato: 118 litri di perdita di prodotto in meno ad ogni cambio di fase (dimostrato da misure di confronto).

– Controllo del separatore: in un birrificio, il sensore di torbidità ITM-51 monitora continuamente il funzionamento del separatore. Il livello di torbidità desiderato è stato inserito da una curva di apprendimento individuale sul sensore installato. Quando vengono raggiunti i valori target predefiniti, la raccolta del lievito avviene in modo automatico, preciso e riproducibile.

– Monitoraggio del filtrato: nella vinificazione, l’integrità della membrana filtrante veniva controllata tramite una spia. Si trattava di un’operazione molto dispendiosa in termini di tempo e imprecisa. Grazie all’elevata precisione di misurazione anche con la minima torbidità, il torbidimetro ITM-4 è ideale per l’assicurazione della qualità per evitare fermentazioni secondarie e una riduzione della qualità dovuta al danneggiamento dei filtri.

– Controllo dei sistemi di riempimento: grazie a un tempo di risposta di poco inferiore a un secondo, l’ILM-4 è in grado di rilevare una variazione di fase con elevata precisione e di controllare con precisione la valvola corrispondente tramite un’uscita di commutazione attiva. Nei sistemi di riempimento di bottiglie, lattine e barili di un birrificio, un misuratore di conduttanza assicura che la birra finisca nella bottiglia e l’acqua di risciacquo nel canale.
I sensori Anderson-Negele con IO-Link sono quasi sempre dotati di “tecnologia Flex-Hybrid”, ovvero IO-Link digitale e comunicazione analogica 4…20 mA in parallelo. Anche se l’impianto funziona in modo analogico, è possibile prelevare tutti i sensori con un solo software, anche da un computer remoto. La programmazione può essere facilmente trasferita ad altri dispositivi tramite copia-incolla. E quando si sostituisce un sensore, l’intera programmazione individuale viene semplicemente trasferita collegandolo.
Il nostro consiglio: con la tecnologia Flex-Hybrid, oggi avete già vantaggi nell’installazione, nella messa in servizio e nel commissionamento. E se in seguito passerete alla tecnologia IO-Link digitale, non avrete bisogno di nuovi sensori. Tutto ciò che riguarda IO-Link / Flex-Hybrid si trova nel nostro menu alla voce “Soluzioni” o sul sito web IO-Link.






Copyright © 2022 Anderson-Negele