Chaque brasseur a pour ambition d’offrir à ses clients une expérience de la bière cohérente et distinctive. Mais il doit également assurer une bonne rentabilité de l’entreprise en optimisant en permanence les processus, la consommation des ressources et les coûts. C’est tout l’art du brasseur que de parvenir à concilier ces deux objectifs pour un produit aussi soumis à de nombreuses influences et aussi varié que la bière.
Une technologie de mesure intelligente peut contribuer à garantir une qualité constante des produits tout au long du processus de brassage, à automatiser les processus, à minimiser la consommation d’énergie et de ressources et à éviter les temps d’arrêt de la production. Jetez un coup d’œil à notre portefeuille de produits et composez votre « technologie de capteurs de rêve ».re (en Anglais)Les exigences en matière de technologie de mesure sont aussi variées que la qualité des matières premières, les recettes et les procédures de brassage. C’est pourquoi nous proposons une gamme complète de capteurs, chacun avec un large éventail de variantes et d’options, afin que vous obteniez exactement les performances souhaitées pour chaque application et chaque installation. De la salle de brassage à la cave de fermentation. De la brasserie artisanale aux grandes brasseries industrielles. Ni plus ni moins.

Le filtrage est souvent le goulot d’étranglement du processus de brassage en termes de temps ; chaque minute gagnée en filtrage augmente l’efficacité globale. L’analyse en ligne de haute précision du moût permet de contrôler le brassage et donc d’accélérer ce facteur qui limite le processus de brassage.
Le filtre à plaques est une alternative plus rapide à la cuve de filtration, avec des exigences supplémentaires en matière de contrôle et de technologie de mesure.

L’objectif est d’obtenir la densité souhaitée par évaporation de l’eau.
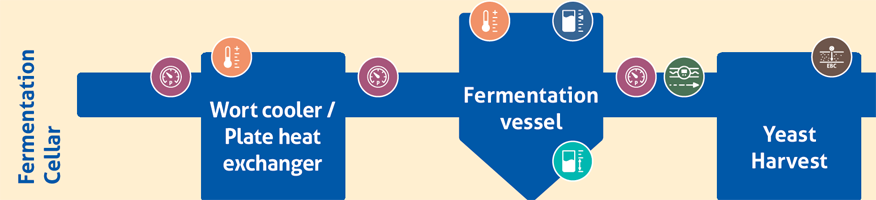
Un échangeur de chaleur refroidit rapidement le moût chaud. Un contrôle précis de la température et un écoulement sans problème de la bière et du fluide de refroidissement sont importants ici.
Après l’ajout de la levure, la bière mûrit dans les cuves de fermentation. Pour que les substances aromatiques se développent de manière optimale et que la qualité de la bière soit constante, les conditions de fermentation doivent être maintenues avec la plus grande précision. Cela inclut des facteurs pertinents tels que la composition du moût, le taux d’aération, la levure, la souche de levure, la gestion de la levure, la température et la pression. Les cuves de fermentation actuelles, dont la plupart sont fermées, doivent être surveillées pour détecter toute surpression en plus de la fermentation elle-même.
De nombreux types de levure peuvent être réutilisés plusieurs fois et peuvent être récoltés après la fermentation. Une séparation nette de la levure morte et des différentes qualités de levure réutilisable est essentielle dans ce processus. Les capteurs de turbidité peuvent être réglés pour diriger automatiquement les différentes couches de levure dans les conteneurs appropriés pour être réutilisées ou éliminées. Cela garantit une qualité constante et permet de gagner du temps, car sinon un brasseur devrait effectuer un rejet visuel et manuel.

Selon le type de bière, la turbidité est partiellement ou totalement filtrée de la suspension avant le stockage. Cela peut se faire par des filtres à diatomées, des filtres tangentiels, des filtres à bougies ou des centrifugeuses/séparateurs.
Différents systèmes de remplissage sont utilisés pour les bouteilles, les fûts et les canettes. Lors du nettoyage des bouteilles, des capteurs aident à contrôler la qualité du nettoyage et des agents nettoyants.
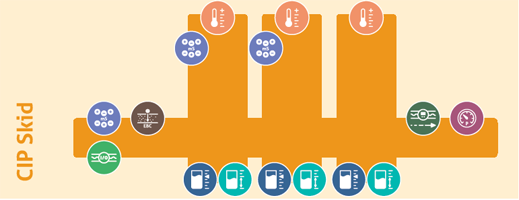
Les systèmes NEP d’une brasserie peuvent être centralisés ou décentralisés. Pour une meilleure efficacité, le retour des fluides peut être contrôlé par des capteurs d’analyse afin de déterminer leur degré de contamination. Cela permet de renvoyer automatiquement les nettoyants coûteux dans la cuve de préparation lorsque le degré de contamination est faible, et de réutiliser l’eau de rinçage peu contaminée pour le pré-rinçage du processus suivant. La mesure de la conductivité permet de surveiller et de contrôler automatiquement la concentration du nettoyant. Dans notre section « Solutions » / « Contrôle NEP », vous trouverez tous les détails sur la manière dont la technologie des capteurs intelligents peut contribuer à des processus NEP reproductibles et économes en ressources.
La consommation d’énergie est influencée par la température, la durée du processus et la quantité de fluide. Une température de fermentation légèrement trop élevée ou trop basse peut déjà entraîner des coûts de plusieurs centaines d’euros par an. Si le processus de filtration dure 10 minutes de trop, de l’énergie est également gaspillée. Un processus CIP qui dure plus longtemps en raison du contrôle du temps, même si le degré de nettoyage souhaité a déjà été atteint, consomme également des ressources et de l’énergie inutilement.
Des capteurs de haute précision avec sortie active pour le contrôle des processus et l’automatisation peuvent aider à prévenir les pertes d’énergie et à optimiser la récupération d’énergie.
Notre astuce : Examinez tous les processus pour déterminer leur potentiel d’optimisation. Nous serons heureux de vous aider sur place. Il vous suffit de nous contacter.
Nombre de nos capteurs sont disponibles en version « déportée ». Le dispositif de mesure proprement dit et l’unité électronique avec l’écran de commande sont séparés. Cela protège l’électronique des vibrations et des températures élevées et peut augmenter considérablement la durée de vie. C’est également extrêmement pratique, car vous pouvez simplement placer l’écran à l’endroit le plus pratique et le plus accessible pour une lecture ou une programmation facile et rapide.
Notre astuce : Obtenez une vue d’ensemble parfaite de tous les processus et cuves sans avoir à vous baisser ou à vous déplacer et assurez une programmation facile et une durée de vie plus longue grâce à des capteurs à distance.
De nombreux processus de la brasserie sont basés sur une différenciation en fonction de la turbidité, de la conductivité ou de la concentration. Dans la pratique, les écarts de ces critères sont souvent difficiles à détecter. Ils sont pourtant cruciaux pour la qualité du produit et l’efficacité du processus. Les capteurs analytiques sont vos « yeux dans le tuyau », votre vision à l’intérieur du processus, et peuvent automatiquement contrôler le processus grâce à une sortie active. Cela peut remplacer l’échantillonnage manuel ou les changements de phase contrôlés dans chronométrage.
Notre astuce : Dans de multiples processus tels que la filtration, la récolte de la levure, le whirlpool, la mise en bouteille et le contrôle CIP, cela vous permet de gagner du temps, d’éviter les pertes de produit, de réduire la quantité d’eaux usées, d’assurer une qualité constante et de garantir que la bière se retrouve dans la bouteille et l’eau de rinçage dans l’égout. Il vous suffit de vous rendre dans notre section « Solutions » / « Analyse de process » pour trouver tous les détails.
Les produits Anderson-Negele sont conçus et fabriqués exclusivement pour les applications alimentaires. Ils répondent donc dès le départ à toutes les exigences des zones de production sensibles à l’hygiène, comme le prouvent les certifications 3-A et EHEDG. Cela signifie une protection maximale de l’hygiène de vos produits, un nettoyage facile des équipements et, au final, une tranquillité d’esprit et une sécurité maximales pour vos clients.
Notre astuce : En matière de raccords de processus, nous proposons également une large gamme de solutions qui garantissent une intégration hygiénique dans vos usines grâce à une conception sans espace mort et à une qualité supérieure des matériaux et des surfaces. Avec CLEANadapt et FLEXadapt, nous avons développé des systèmes de raccordement de processus qui simplifient l’installation et le fonctionnement hygiéniques et peuvent même être installés ultérieurement.
La plupart des capteurs Anderson-Negele avec IO-Link sont équipés de la « technologie Flex-Hybrid », c’est-à-dire d’une communication numérique IO-Link et analogique 4…20 mA en parallèle. Même si l’usine fonctionne en mode analogique, vous pouvez mettre en service tous les capteurs avec un seul logiciel via un ordinateur. La programmation spécifique peut être facilement transférée à d’autres capteurs par copier-coller. Et en cas de remplacement d’un capteur, toute la programmation individuelle est transférée simplement en le branchant.
Notre astuce : Avec la technologie Flex-Hybrid, vous bénéficiez déjà d’avantages en matière d’installation et de mise en service. Et si vous passez ultérieurement à la technologie numérique IO-Link, vous n’aurez pas besoin de nouveaux capteurs. Découvrez toutes nos solutions IO-Link dans notre rubrique « Solutions » / « IO-Link » ou sur le site Internet IO-Link.
De nombreux clients utilisent nos capteurs pour répondre à un large éventail de besoins quotidiens. Découvrez comment d’autres brasseries relèvent avec succès leurs défis grâce aux capteurs Anderson-Negele. Nos études de cas montrent des exemples où nous avons pu aider nos clients à atteindre leurs objectifs grâce à des conseils en matière d’application, des tests de produits ou un support technique. Vous pouvez trouver nos rapports d’application en ligne ici.
Notre astuce : Nos exemples d’application peuvent vous donner un aperçu de la variété des applications où la technologie des capteurs intelligents, utilisée correctement, peut faciliter votre travail, améliorer la qualité et réduire les coûts. Nous serions heureux de vous rendre visite pour trouver des réponses à vos questions sur place. N’hésitez pas à nous contacter !
Ils sont essentiels dans presque toutes les étapes du processus de brassage et pour le contrôle du NEP. C’est pourquoi nous proposons nos capteurs TS en deux tailles (grande et petite), avec une gamme complète de performances et une variété presque infinie de personnalisations, de connexions de processus et d’options.
Différentes températures, différentes formes de cuves, parfois sous pression, différentes densités, différents milieux moussants, différentes turbidités et teneurs en solides – des exigences très différentes et des changements dynamiques influencent le contrôle du niveau de remplissage de vos différentes cuves et conteneurs. Cependant, vous devez à tout moment savoir exactement combien de produit se trouve dans la cuve ou vous assurer qu’une cuve ne déborde pas ou ne se vide pas. C’est pourquoi nous proposons différentes techniques de mesure et de nombreuses conceptions et options, afin que vous obteniez la meilleure solution pour chaque objectif et chaque application.
Voici comment vous gardez le contrôle de vos recettes de brassage et de la sécurité technique de votre usine : Le contrôle précis du débit avec des débitmètres électromagnétiques vous indique à chaque étape du processus, de la cuve de brassage à la remplisseuse, le volume exact de fluide qui circule dans les processus. Les contrôleurs de débit émettent une alarme lorsque le débit s’arrête et sont idéaux pour surveiller les pompes, les filtres, les circuits de refroidissement, le retour NEP ou pour détecter les fluides mal acheminés. Le FWA fournit également la vitesse d’écoulement avec une précision d’environ 10 %, ce qui est suffisant dans de nombreux cas pour éviter d’utiliser des débitmètres plus coûteux.
Vous souhaitez démarrer la filtration du moût au moment idéal, pour gagner du temps et de l’énergie ? Assurer une réutilisation maximale lors de la récolte de la levure ? Atteindre une efficacité maximale du séparateur ? Réutiliser les fluides de NEP faiblement contaminés et ainsi réduire les coûts ? Réduire les coûts des eaux usées grâce à la surveillance de la pollution ? Maintenir une qualité de produit précise ? Alors nos capteurs de turbidité sont la solution idéale.
Pour une transition de phase active et automatisée, le contrôle du retour NEP d’acide/de soude/d’eau et le contrôle de la concentration des nettoyants NEP : ILM-4, votre garantie de fiabilité du processus.
Pour une large gamme de types de capteurs, nos systèmes de connexion offrent un concept d’installation hygiénique : acier inoxydable ou PEEK de haute qualité pour tous les composants en contact avec le fluide, raccordement vissé simple et sûr ou même installation dans des doigts de gant pour le retrait du capteur sans ouvrir le processus.
Transformez votre cuve en une balance de précision. Lorsque les systèmes de contrôle de niveau intégrés atteignent leurs limites, les cellules de charge entrent en jeu. Dans le processus en tant que Load Disc pour une installation sous la cuve, ou pour les silos à orge en tant que capteur de force boulonné sur la structure de support de la cuve.
La clé d’une plus grande efficacité : les capteurs avec IO-Link dans la technologie Flex Hybrid. Ils rendent la planification, la mise en service et l’exploitation de vos installations plus faciles, plus rapides et plus flexibles. Pour les installations analogiques existantes, Flex-Hybrid signifie une programmation plus facile, des remplacements de capteurs avec « plug-and-play », et si vous passez à un contrôle IO-Link à un moment donné, les capteurs s’adaptent simplement en les branchant.
Nous avons résumé dans une brochure comment nous pouvons vous aider chez Anderson-Negele à optimiser vos processus de brassage :
Téléchargez la brochure « Technologie de mesure pour le processus de brassage » en anglais au format PDF.
Consultez notre portefeuille de produits et composez la « technologie de capteurs » souhaitée pour votre brasserie. Ici, vous pouvez nous contacter.







Copyright © 2022 Anderson-Negele