-
-

- Login
- Encontre um Distribuidor
A análise em linha dos meios com base na sua turbidez permite processos automatizados e de alta precisão em muitas aplicações. Estes incluem diferenciação de produtos, mudança de fase CIP, controlo de processos, monitorização da qualidade ...


O ITM-51 é o novo medidor de turbidez de alto alcance da Anderson-Negele para aplicações em alimentos, bebidas e laticínios. Agora disponível com o recurso IO-Link.
.png "Turbidímetro de 4 Feixes ITM-4 - Turbidímetros - Img - anderson-negele")
Medição de turbidez para turbididades muito baixas em tubos a partir de DN25

Medição de turbidez para turbididades muito baixas em aplicações de água potável e de processo, em tubos a partir de DN25
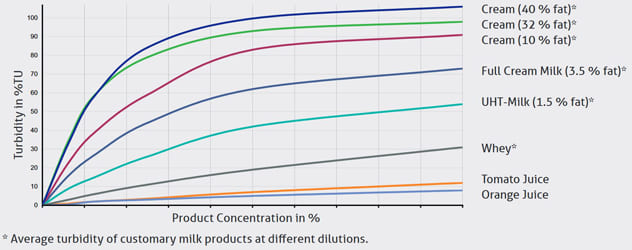
Em muitas aplicações nos setores de alimentos e bebidas, a medição da turbidez é a técnica de análise mais adequada para diferenciar os líquidos no processo em linha. Com os medidores de turbidez higiênicos da série ITM, é possível monitorar os processos com alta precisão e controlá-los em tempo real. Com dois métodos diferentes de medição, os sensores higiênicos de turbidez em linha da Anderson-Negele oferecem o princípio de medição apropriado para cada grau de turbidez: desde a faixa de medição mais baixa, de 0 a 5 NTU (0 a 1 EBC), para meios levemente turvos, até a faixa de medição de 200 a 300.000 NTU, para produtos com turbidez média e alta. Como as partículas de gordura apresentam o mesmo comportamento que as partículas sólidas ou outras substâncias de turbidez ao medir a turbidez, os produtos lácteos, como leite ou creme, também podem ser analisados com muita precisão. A seguir, estão alguns exemplos de valores de turbidez de diferentes meios e suas alterações em concentrações variadas:
A instalação de um turbidímetro compensa financeiramente? Calcule isso aqui com apenas alguns cliques.
Em comparação com o controle de tempo ou o monitoramento visual, ou devido aos tempos de resposta mais curtos, a análise em linha da turbidez pode economizar tempo e, portanto, recursos em cada transição de fase. Em um caso real, nosso cliente economiza 65 segundos por transição de fase em comparação com o controle de tempo (estudo de caso aberto).
Nossa calculadora de ROI ajuda você a fazer um cálculo aproximado da rapidez com que a instalação de um turbidímetro se paga por meio da economia apenas nos custos do produto – basta clicar nos links aqui: Calcule SEU possível ROI agora!
A análise em linha de meios com base em seus valores de turbidez permite a aplicação automatizada e de alta precisão em diversos processos de produção e áreas de aplicação. Essas áreas incluem principalmente a diferenciação de produtos, a separação de fases, o controle de processos e o monitoramento de qualidade.
A diferenciação de produtos por meio da diferenciação entre líquidos pode garantir o processamento, o armazenamento ou o envase corretos dos produtos, por exemplo:
Separação de fases: em combinação com a medição de condutividade, é possível o controle CIP em linha até o segundo:
Controle de processo: se o nível de turbidez subir acima ou cair abaixo de um determinado valor predefinido, uma correção de processo pode ser acionada por um sinal para o PLC de controle de processo. As aplicações típicas são:
Monitoramento da qualidade: Além disso, a concentração ou o nível de turbidez de determinados produtos pode ser monitorado:

Em uma variedade de processos de produção e em sistemas CIP em laticínios, cervejarias, indústria de bebidas, produção de vinho, produção de suco e outras empresas de alimentos, os sensores de turbidez podem medir líquidos de acordo com critérios qualitativos em tempo real e de forma totalmente automática. Isso permite, entre outros, que

Na prática, o grau de turbidez geralmente não é fácil de detectar, mas pode ser decisivo para a qualidade do produto final e a eficiência do processo. Os métodos de controle ainda comumente utilizados são a amostragem manual e o monitoramento da turbidez por meio de um visor. Entretanto, a experiência mostra que esses dois métodos envolvem altos custos de pessoal e incertezas quanto à qualidade das amostras.
Para determinadas aplicações, como a limpeza CIP, outra opção comum é a mudança de fase com controle de tempo. No entanto, deve-se considerar um buffer de segurança de vários segundos para garantir que nenhum produto ou agente de limpeza incorreto entre nos tanques de produtos. Isso resulta em custos para cada mudança de fase, já que muitos litros de produto valioso ou de agente de limpeza acabam na água residual.
Os medidores de turbidez Anderson-Negele da série ITM podem automatizar essa etapa do processo com alta precisão de medição. Isso evita a perda de recursos devido ao descarte incorreto ou tardio do meio e os custos com pessoal para controle visual ou manual, economizando dinheiro. Em muitos casos práticos, o uso de um sensor de turbidez da Anderson-Negele é amortizado em um período muito curto.
Basicamente, os medidores de turbidez Anderson-Negele são divididos, de acordo com seu princípio de medição, em sensores de turbidez relativos com método de luz retrodispersa e sensores de turbidez de quatro feixes com registro dos valores medidos de luz transmitida e dispersa. Ambos são métodos de medição em linha, ou seja, analisam os líquidos durante o processo. Devido aos tempos de resposta extremamente rápidos, de menos de 1 segundo, os processos podem ser monitorados e controlados em tempo real.
As principais vantagens desse princípio de medição, que utiliza o método de luz retroespalhada, são a instalação embutida do sensor no processo e o preço favorável. Graças a uma ampla gama de adaptações de processo, o ITM-51 também pode ser facilmente integrado a tubulações existentes a partir de DN25 posteriormente, em conformidade com diretrizes de higiene reconhecidas internacionalmente, como as da 3-A e da EHEDG.
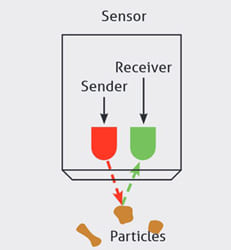
A partir de um diodo na ponta do sensor, uma fonte de luz LED emite luz infravermelha para o meio por meio de um sistema óptico feito de safira altamente resistente. As partículas presentes no meio refletem a luz irradiada, que é detectada pelo diodo receptor na ponta do sensor (o chamado método de luz retroespalhada). O sistema eletrônico calcula a turbidez relativa do meio a partir do sinal recebido. Esse método de medição é ideal para medir meios com turbidez média a alta (200…300.000 NTU).
No ITM-4, a medição de turbidez usando o método de luz transmitida/luz dispersa é realizada com o método de luz alternada de quatro feixes, também com uma fonte de luz LED. A principal vantagem desse princípio de medição é sua altíssima sensibilidade. Com faixas de medição a partir de 0…5 NTU (0…1 EBC), até mesmo as menores alterações na turbidez são registradas e emitidas.
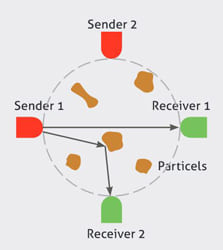
Dois transmissores e dois receptores de infravermelho estão dispostos no sensor de medição em forma de anel, cada um deles deslocado em 90°. Os transmissores são controlados alternadamente para determinar o valor da turbidez. Se o transmissor 1 estiver ativo, o receptor 1 registrará a luz transmitida, e o receptor 2, a luz dispersa a 90°. Se o transmissor 2 estiver ativo, o processo é inverso. A partir dos quatro valores medidos em um ciclo de medição, é determinado um valor exato de turbidez. Como também está disponível um valor de medição de referência de luz transmitida para cada valor de medição de luz dispersa de 90°, os fatores perturbadores, como a contaminação da óptica ou o envelhecimento do componente, são automaticamente compensados. As influências interferentes de sólidos e bolhas de ar, que ocorrem esporadicamente, são suprimidas pela avaliação de vários ciclos de medição e por um filtro ajustável. O ITM-4 é integrado a um acessório em forma de anel que pode ser instalado em tubulações de DN25 a DN100 ou DN1 a DN4 por meio de uma conexão higiênica de parafuso ou de braçadeira.
Esse método de medição também é utilizado no ITM-4DW. Nessa variante, o material do sensor é especialmente adaptado e aprovado para aplicações de água potável, sendo, portanto, mais barato que o ITM-4.
Os sensores de turbidez da série ITM são projetados de acordo com os padrões internacionais para equipamentos de processamento de alimentos, como 3-A, EHEDG e FDA. Isso inclui a prevenção de pontos mortos e a facilidade de limpeza. Todo o sensor, desde as partes úmidas até o invólucro, é fabricado com materiais da mais alta qualidade:
Graças ao seu design extremamente robusto e durável de longa duração e, por exemplo, ao uso de uma fonte de luz LED, os sensores podem suportar até mesmo as mais altas tensões mecânicas, como vibrações e picos de pressão, que ocorrem repetidamente em muitas aplicações do mundo real, e garantir a mais alta precisão, durabilidade e facilidade de limpeza.
Um grande número de diferentes adaptações de processo garante flexibilidade quanto à instalação em novas plantas e à adaptação em processos existentes. O ITM-51 compacto tem instalação frontal e pode ser facilmente integrado ao processo por meio de parafusos higiênicos ou braçadeiras. Também estão disponíveis adaptadores para conexão a processos existentes. Há também uma versão remota, que garante uma adaptação ideal às restrições técnicas e de espaço. Tanto o ITM-4 quanto o ITM-4DW são equipados com um sensor de medição em forma de anel, integrado a um compartimento. Ele pode ser facilmente integrado a tubos de vários diâmetros nominais por meio de conexões higiênicas de parafuso ou braçadeira.







Copyright © 2022 Anderson-Negele