-
-

- Login
- Encontre um Distribuidor

-
 Home
Home
-
- Aplicações
-
- Laticínios
-
- Reduza os custos CIP e melhore a eficiência geral com sensores de turbidez de baixo custo e fácil instalação

Reduza os custos CIP e melhore a eficiência geral com sensores de turbidez de baixo custo e fácil instalação
Laticínios
Detalhe da aplicação
Você tem US$10.000 a mais para desperdiçar este ano US$120.000?
Se você ainda estiver usando visor, controle de tempo ou aquisição de volume para o processo CIP em seu laticínio, estará perdendo dinheiro. O desperdício de produtos é uma realidade em qualquer laticínio, mas, com as margens de lucro cada vez menores que você enfrenta ano após ano, a necessidade de reduzir o desperdício de produtos também é uma realidade.
Custos associados ao uso do CIP
O uso do CIP possui quatro fatores de custo principais:
- Água
- Energia
- Hora
- E produtos químicos
Se você estiver usando visão, controle de tempo ou aquisição de volume no processo CIP, estará perdendo dinheiro em cada uma dessas quatro áreas. No geral, seus custos de processamento serão mais altos com esses métodos mais antigos.
Economizando $ 16.281,80 por ano
Para colocar isso em perspectiva, uma sorveteira substituiu um sistema baseado no tempo por sensores de turbidez. Uma vez que o ITM-3 estava totalmente integrado e funcionando, a planta observou uma diferença de trinta segundos entre os antigos
método baseado em timer e o novo método baseado em turbidez, quando revisaram as trocas registradas em seu sistema PLC.
Antes de implementar o ITM-3 em seu processo de produção, os lotes de correção eram geralmente feitos para lidar com lotes de produção diluídos que tiravam sua mistura final das especificações (6 horas por semana).
Hoje, eles têm um controle mais rígido de seus processos com o ITM-3A e não precisam fazer lotes de ajuste para corrigir a entrada de água de descarga no produto acabado e diluir sua mistura final.
Durante a limpeza no local (CIP), o ITM ‐ 3 também é usado para pré-lavagem, para confirmar que o sistema de tubulação foi lavado. Antes de seu uso, isso era feito manualmente até que um operador visse água limpa; ou usando um cronômetro baseado em uma configuração de tubulação e taxa de fluxo que tem mais do que provável
mudou.
Além de reduzir o uso de água em 19.500 a 39.000 galões todos os anos (no ponto de descarga única), eles reduziram a perda total por descarga / troca (água doce, produto perdido, taxas de esgoto) em US $ 639 por dia.
A economia real líquida anual de custos após o retorno do sistema foi de US $ 16.281,80.
Como obter um processo CIP seguro e confiável sem perda de produto, excesso de desperdício ou riscos de contaminação
“Não tínhamos ideia de que nosso método antigo baseado em cronômetro estava desperdiçando uma média de US $ 63,93 por dia em lucro ou US $ 16.621,80 por ano após o pagamento. "-
Fabricante de sorvete do sudeste dos EUA
Todos os dispositivos que entram em contato com produtos à base de leite devem ser cuidadosamente limpos regularmente para eliminar a contaminação bacteriana. Os componentes dos sistemas CIP (Limpeza no local) que entram em contato com a mídia, como tanques e tubulações, devem ser limpos sem desmontar as peças do sistema. Isso fornece um nível viável de disponibilidade para o processo de produção.
Como mencionado acima, o CIP possui quatro fatores de custo principais: tempo, água, energia e produtos químicos.
Tempo: O tempo total necessário para lavar pode ser reduzido, sabendo exatamente quando o solo foi liberado do sistema. Métodos baseados no tempo podem apenas atingir um nível razoável de precisão.
Água: O TTS-Ciptec na Europa estima que o ciclo CIP médio possa consumir entre 8 e 12 pés cúbicos de água. Um sensor de turbidez altamente preciso pode economizar mais de 20% do uso de água.
Energia: O aquecimento dos agentes de limpeza e da água são as maiores operações que consomem energia. O custo do aquecimento de produtos químicos é semelhante ao custo do uso da água. Ao reduzir os tempos de ciclo do CIP, você também pode reduzir os custos de energia.
Produtos químicos: os custos dos produtos químicos podem variar consideravelmente. Os produtos químicos aditivos mais recentes são mais caros, mas podem reduzir o uso de energia e água. Após cada lavagem, alguns produtos químicos são perdidos e se misturam nas águas residuais. Os sensores de turbidez podem ajudar a reduzir o custo geral, otimizando e reduzindo os tempos de ciclo CIP e monitorando o fluxo de solventes durante os vários estágios.
A automação do processo CIP requer sensores de turbidez confiáveis, capazes de suportar produtos químicos agressivos (ácido e base) e freqüentes flutuações de temperatura.
Como funciona
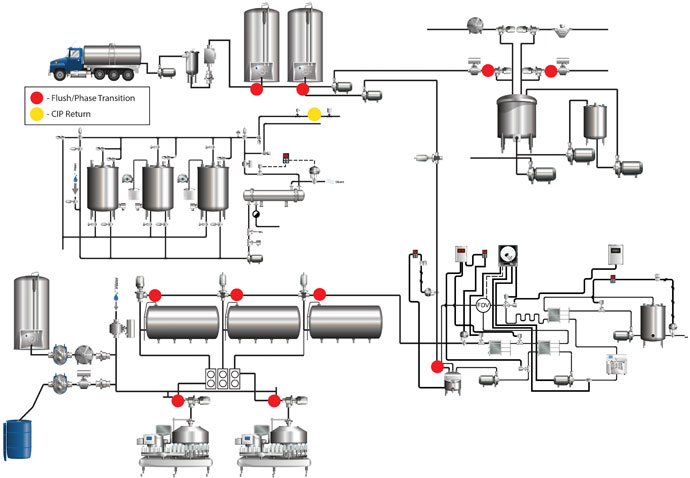
A turbidez é o fenômeno em que uma porção específica de um feixe de luz que passa através de um meio líquido é refletida por partículas não dissolvidas. O sensor mede a luz que é refletida por essas partículas para determinar sua concentração no líquido. A água purificada teria quase zero partículas não dissolvidas, enquanto a mistura de sorvete tem uma alta concentração de partículas não dissolvidas. Um sensor de turbidez em linha é instalado nos pontos de alavancagem no processo de manuseio de produtos lácteos (ver Fig. 1) para facilitar a detecção instantânea das seguintes alterações de fase:
- Produto a produto
- Produto para água
- Água para agente de limpeza
O sensor de turbidez permite o monitoramento instantâneo e preciso das trocas de produtos ou programas CIP. Durante a separação de fases da mídia ou durante a inicialização e o esvaziamento do processo, a mídia deve ser diferenciada. O sensor de turbidez pode detectar no instante em que uma mídia líquida atinge uma especificação predefinida, alternando automaticamente a mídia para seu recipiente apropriado. O benefício para um sistema CIP vem de um bom controle de pré-lavagem. O sensor de turbidez determina quando a pré-lavagem liberou o solo do sistema. Se a água demorar muito, você usa muita água e não sabe onde entra seu solo ou alto DBO. Se o primeiro enxágüe for feito corretamente, o resto do ciclo de lavagem é previsível com as correspondentes economias químicas. O processo CIP monitora o fluxo de solventes para as operações de pré-lavagem, limpeza e lavagem final, que são realizadas com ácidos, bases e água. O processo inclui as seguintes etapas do processo:
- Enxágue com água morna
- Fase de limpeza alcalina
- Enxaguamento intermediário
- Fase de limpeza ácida
- Desinfecção
- Enxaguamento final
 Para eliminar o risco de contaminação bacteriológica, a CIP é algumas vezes seguido de esterilização com vapor através de um processo conhecido como SIP (esterilização no local). A maioria dos processos CIP semi-modernos são conhecidos como sistemas de recuperação, onde todos os É feita uma tentativa de reutilizar os agentes de limpeza tantas vezes quanto possível considerações de custo e ambientais. Ao iniciar, funcionando vazio ou transferindo entre tanques, o leite o produto deve ser diferenciado da água de enxágue restante na tubulação. A luz infravermelha é direcionada para o centro do tubo. Isso elimina quaisquer variações potenciais causadas pela temperatura, alterações na viscosidade ou acúmulo no tubo. As medições são sempre precisas e repetíveis.
Para eliminar o risco de contaminação bacteriológica, a CIP é algumas vezes seguido de esterilização com vapor através de um processo conhecido como SIP (esterilização no local). A maioria dos processos CIP semi-modernos são conhecidos como sistemas de recuperação, onde todos os É feita uma tentativa de reutilizar os agentes de limpeza tantas vezes quanto possível considerações de custo e ambientais. Ao iniciar, funcionando vazio ou transferindo entre tanques, o leite o produto deve ser diferenciado da água de enxágue restante na tubulação. A luz infravermelha é direcionada para o centro do tubo. Isso elimina quaisquer variações potenciais causadas pela temperatura, alterações na viscosidade ou acúmulo no tubo. As medições são sempre precisas e repetíveis.
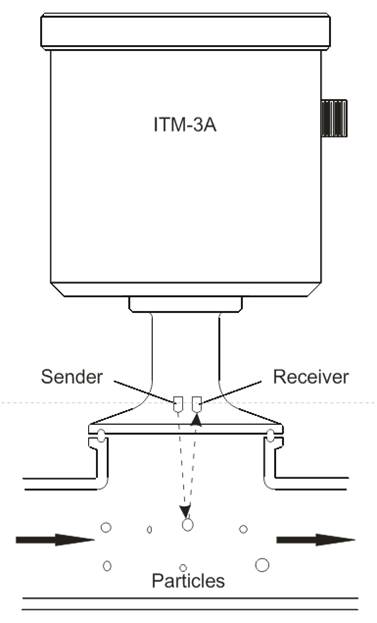
For example, here are the principles of operation of the ITM-3 turbidity sensor:
- Um LED infravermelho emite luz na mídia através da lente de safira
- O receptor mede a quantidade de luz refletida pelas partículas suspensas na mídia
- Gera um sinal proporcional à quantidade de partículas. Essa é a turbidez relativa
Vantagens dos sensores de turbidez
Usando o Anderson Instrument ITM-3, até pequenas alterações no produto lácteo podem ser detectadas e acionadas pelo sistema - automática e instantaneamente. Seu pessoal e sistemas podem estar no controle total e as saídas do instrumento são gravadas automaticamente para registros de controle de qualidade.
O sensor de aço inoxidável resiste à corrosão e a ótica de vidro de safira altamente resistente oferece incrível precisão e uma vida útil de cinco anos ou mais (em comparação com a manutenção anual necessária do vidro de quartzo).
No geral, você verá:
- Melhor qualidade do produto
- Trocas mais rápidas de produtos
- Redução de resíduos de produtos
- Redução nos custos de uso de esgoto e água
- Taxas mais baixas de DBO
- Menos uso químico
- Maior disponibilidade do processo e menor consumo de água devido à eficiência da limpeza
- Controle de processo aprimorado
- Um retorno do seu investimento mínimo em meses ou semanas
A supervisão de melhoria, controle de tempo ou aquisição de volume é imediata e consistente.
Além do aumento da produtividade, você verá uma maior qualidade do produto, redução nos requisitos de energia e água doce e melhor proteção ambiental.
Considerações sobre instalação e confiabilidade
Geralmente, o ITM-3 é fácil de instalar porque é uma unidade totalmente contida. É extremamente durável e raramente falha no ambiente de laticínios. No improvável evento de uma falha, você não precisará esperar muito tempo por um sensor de substituição, porque o Anderson Instrument ITM-3 está sempre disponível.
Qual sensor de turbidez é o melhor?
Existem dezenas de sensores de turbidez no mercado. Como você compara maçãs com maçãs? Aqui estão algumas perguntas que você pode fazer ao seu Gerente Regional de Vendas da Anderson Instrument ou ao seu integrador de controle de processos lácteos:
- Custo: o custo é sempre uma consideração, e "mais" nem sempre é melhor. Esse Porsche de 240 km / h pode ser divertido, mas não fará com que você volte e trabalhe mais rápido do que sua confiável picape Ford. Sempre considere o que você precisa, juntamente com o custo.
- Confiabilidade e manutenção: que tipo de vidro ele usa e qual é o custo de manutenção da vida útil? Ele contém uma extensão na lente para mantê-la limpa e sem acúmulo?
- Facilidade de instalação e uso: contém uma ou várias peças que precisam ser instaladas? Quais sistemas de controle, conexões elétricas e conexões mecânicas são necessárias? Contém uma interface de operação e uma maneira fácil de reprogramar para diferentes intervalos?
- Tipos de saída: contém uma saída secundária, como uma saída de relé, caso você queira fazer uma automação simples sem precisar de um computador?
- Projetado para laticínios: o produto foi adaptado de outros usos ou foi projetado para as rigorosas demandas da indústria de laticínios?
O Anderson Instrument ITM-3 fornece o ROI mais rápido, custa 40%
menos que produtos comparáveis e é o único sensor de turbidez projetado com mais de 80 anos de experiência em laticínios para demandas rigorosas da indústria de laticínios.
Garantimos que nenhum outro produto pode superar o ITM-3 na detecção precisa da transição de fase para otimização do produto, otimização CIP e mitigação de DBO. A grande maioria dos integradores de controle de processos da Dairy insiste no sensor de turbidez Anderson Instrument ITM-3 em seus projetos porque
nada funciona melhor, é mais confiável e é mais preciso, oferecendo o melhor valor.
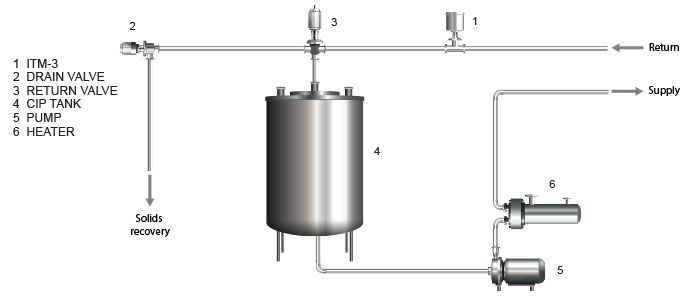
Uma aplicação prática
O ITM-3 está localizado na linha de retorno CIP antes da válvula de drenagem. Durante a etapa de pré-lavagem do ciclo CIP, a água retornando do ciclo de limpeza é monitorada pelo ITM-3. O ITM-3 produz uma saída analógica proporcional à turbidez relativa da água de lavagem de retorno. Um controle automático (PLC) atua na entrada com base em um ponto de ajuste que representa a turbidez ideal para a conclusão do pré-enxágue. Uma vez que o sinal do ITM corresponda ao ponto de ajuste, o controle fecha a válvula de drenagem e avança para a etapa de lavagem do ciclo de limpeza.
Descubra por si mesmo
Fale hoje mesmo com seu integrador de controle de processos lácteos ou com o gerente regional de vendas da Anderson Instrument para confirmar que o ITM-3 da Anderson Instrument é ideal para sua situação.
Você pode usar o ITM-3 em menos de três a quatro semanas, reduzir rapidamente a perda de produto e começar a ver um retorno do seu investimento em um período relativamente curto.
O Anderson Instrument ITM-3 é o sensor de turbidez mais fácil de instalar e implementar. O uso do Anderson Instrument ITM-3 é a maneira mais rápida e confiável de reduzir o desperdício de produtos e aumentar seus lucros sem alterações no processo de produção ou no mix de produtos.
Principais vantagens do Anderson Instrument ITM-3
- Sensor frontal patenteado (compatível com EHEDG)
- Equipado com lentes de vidro de safira significativamente mais duráveis e resistentes à abrasão do que a abordagem de vidro de quartzo do concorrente
- Nenhuma interferência de reflexos, mesmo quando usado com pequenas larguras nominais ou superfícies eletropolidas (ou seja, larguras nominais de DN25)
- Quatro faixas de medição podem ser eleitas na saída analógica e comutada
- Exibição iluminada no local
- Atende aos requisitos de processo da indústria de laticínios CIP / SIP etc.
Copyright © 2022 Anderson-Negele