-
-

- Login
- Encontre um Distribuidor

-
 Home
Home
-
- Aplicações
-
- Laticínios
-
- Otimizando o ROI no processo de águas residuais
Detalhe da aplicação
Sensores de turbidez altamente eficientes e fáceis de instalar podem economizar laticínios em até US$ 120.000 por ano
Uma preocupação comum enfrentada pelas instalações de processamento de laticínios é a quantidade de produto perdida no processo de produção. Quando essas perdas de produtos ocorrem, elas impactam os resultados de uma instalação de processamento de laticínios de duas maneiras: Lucros reduzidos devido à perda de produto (também conhecida como “retração”) e custos operacionais mais altos devido às sobretaxas cobradas pelos municípios de esgoto da fábrica para manipular o lixo orgânico que era anteriormente produto.
Essa sobretaxa de esgoto geralmente é expressa como o componente de Demanda Biológica de Oxigênio (DBO) de uma conta de esgoto de usinas. Os municípios de esgoto cobram mais por esse tipo de lixo orgânico, devido aos sólidos orgânicos dissolvidos que exigem processamento adicional de tratamento de resíduos pela estação de tratamento de esgoto.
O monitoramento e o gerenciamento de águas residuais de sólidos e DBO são vitais para gerenciar os custos gerais de seus laticínios. A adição de um sensor de turbidez, que é muito mais eficaz do que a condutividade para medir sólidos, pode economizar milhares de dólares a cada ano.
How a Typical Dairy Loses Money without Turbidity Sensors:
- Maior consumo de água
- Maior consumo de produtos de limpeza
- Maiores custos do processo
- Muito menor eficiência do processo e menor disponibilidade do processo
- Maiores custos de esgoto devido ao excesso de sólidos nas águas residuais.
Economizando $ 129.000 por ano
Quanto dinheiro uma fábrica de laticínios poderia economizar ao reduzir sua carga de DBO para apenas 1 libra por mil libras de leite?
Considere duas plantas que processam 645.000 libras de leite por dia. Ambos pagam uma sobretaxa de DBO de 20 centavos por libra. A primeira planta descarrega 1 libra de DBO por mil libras de leite processado (1 libra para cada 116 galões). O segundo laticínio libera 5 libras no processamento da mesma quantidade de leite.
A economia é assim:
| Laticínio 1 | Laticínio 2 | Economias | |
| Carga de resíduos (lb de DBO5 por mil lb de leite) | 1 | 5 | 4 |
| Sobretaxa diária de CBO5 | $129 | $645 | $516 |
| Sobretaxa anual | $32,250 | $161,250 | $129,000 |
| Custo por mil libras de leite processado | $0.20 | $1.00 | $0.80 |
| Custo por mil galões de leite processado | $1.72 | $8.60 | $6.88 |
*Fonte: http://drinc.ucdavis.edu/dairyp/dairyp8_new.htm
Além da cobrança pelo excesso de DBO, também podem ser feitas sobretaxas por níveis excessivamente altos de COD, TSS, FOG e TKN.
Alcançando custos mais baixos de DBO e maior eficiência
"Não tínhamos ideia de que nosso método antigo baseado em cronômetro estava desperdiçando uma média de US $ 63,93 por dia em lucro ou US $ 16.621,80 anualmente após o pagamento." - Fabricante de sorvete no sudeste dos EUA
O custo do esgoto relacionado ao DBO / COD e o custo excedente da água, uma vez vistos como custo operacional normal, tornaram-se algo que todo gerente orientado ao lucro deve otimizar. O aumento constante das taxas de esgoto e até a reputação da marca em nosso mercado ambientalmente consciente significam que as cargas de resíduos podem ter um impacto significativo no lucro operacional.
Ser capaz de desviar de forma automática e consistente no momento ideal usando os sensores de turbidez Anderson-Negele ITM-51 pode dar a você a confiança e convicção de que você está aprimorando seu balanço patrimonial e minimizando as despesas relacionadas às águas residuais.
Como funciona
A turbidez é determinada por uma porção específica de um feixe de luz que passa através de um meio líquido que é refletido por partículas não dissolvidas. O sensor mede a luz que é refletida por essas partículas para determinar sua concentração no líquido. A água purificada teria quase zero partículas não dissolvidas, enquanto a mistura de sorvete tem uma alta concentração de partículas não dissolvidas.
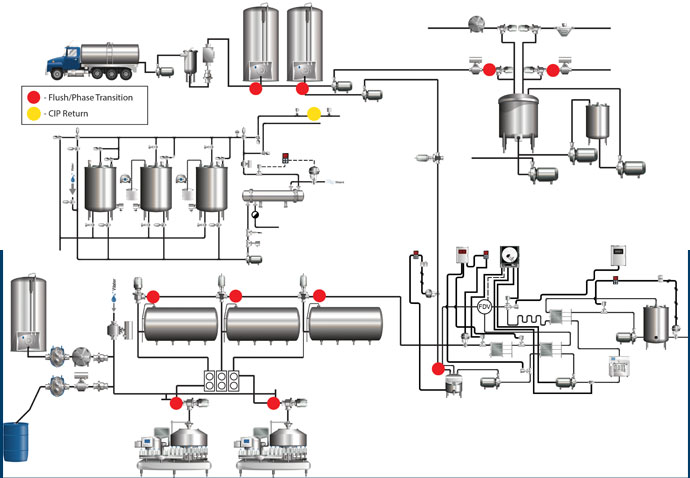
Um sensor de turbidez em linha é instalado nos pontos de alavancagem no processo de manuseio de produtos lácteos (ver Fig. 1) para facilitar a detecção instantânea das seguintes alterações de fase:
- Produto a produto
- Produto para água
A demanda bioquímica de oxigênio ou DBO é a quantidade de oxigênio dissolvido requerida pelos organismos biológicos aeróbicos na água para neutralizar o material orgânico a uma determinada temperatura durante um período específico. O valor de DBO é frequentemente usado como uma medida confiável do grau de poluição orgânica suspensa na água.
O DBO é geralmente usado pelas agências reguladoras como um medidor da eficácia das estações de tratamento de águas residuais. isto está listado como poluente convencional na Lei de Água Limpa dos EUA.
As medidas de DBO são importantes por dois motivos principais:
-
- A carga de DBO é uma medida válida de ineficiência do processo lácteo e desperdício de produtos.
- Muitos municípios determinam taxas de esgoto para usuários industriais, medindo a carga de DBO nas águas residuais da usina.
 O objetivo fundamental é enviar águas residuais de DBO de alta carga para um tanque / sistema de recuperação e DBO de baixa carga para o município ou sistema de águas residuais da fábrica.
O objetivo fundamental é enviar águas residuais de DBO de alta carga para um tanque / sistema de recuperação e DBO de baixa carga para o município ou sistema de águas residuais da fábrica.
Muitas plantas usam medidas de condutividade para determinar onde desviar o fluxo de águas residuais. O problema dessa abordagem é que muitas vezes ocorre erros graves devido à presença de produtos químicos cáusticos nas águas residuais. Esse erro leva à sobrecarga do sistema de tratamento com DBO alta na fábrica e, muitas vezes, eleva os níveis de pH a níveis inaceitáveis.
O sensor de turbidez permite o monitoramento instantâneo e preciso das trocas de mídia e produto ou programas CIP.
Durante a separação de fases da mídia ou durante a inicialização e o esvaziamento do processo, a mídia deve ser diferenciada. O sensor de turbidez pode detectar no instante em que uma mídia líquida atinge uma especificação predefinida, alternando automaticamente a mídia para seu recipiente apropriado e, assim, reduzindo significativamente os custos de DBO nas águas residuais.
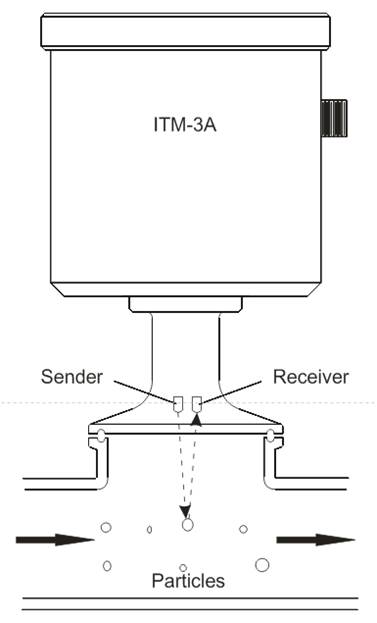
A luz infravermelha é direcionada para o centro do tubo. Isso elimina quaisquer variações potenciais causadas pela temperatura, alterações na viscosidade ou acúmulo no tubo. As medições são sempre precisas e repetíveis.
-
-
- Por exemplo, aqui estão os princípios de operação do sensor de turbidez ITM-51:
-
- Um LED infravermelho emite luz na mídia através da lente de safira
- O receptor mede a quantidade de luz refletida pelas partículas suspensas na mídia
- Gera um sinal proporcional à quantidade de partículas. Essa é a turbidez relativa
-
-
Vantagens dos sensores de turbidez
Usando o Anderson Instrument ITM-51, até pequenas alterações no produto lácteo podem ser detectadas e acionadas
pelo sistema - automaticamente e instantaneamente. Seu pessoal e sistemas podem estar no controle total e
Saídas do instrumento gravadas automaticamente para registros de controle de qualidade.
O sensor de aço inoxidável resiste à corrosão e a ótica de vidro de safira altamente resistente oferece incrível
precisão e vida útil de cinco anos ou mais (versus a manutenção anual exigida do vidro de quartzo).
No geral, você verá:
- Melhor qualidade do produto
- Trocas mais rápidas de produtos
- Redução de resíduos de produtos
- Redução nos custos de uso de esgoto e água
- Taxas mais baixas de DBO
- Menos uso químico
- Maior disponibilidade do processo e menor consumo de água devido à eficiência da limpeza
- Controle de processo aprimorado
- Um retorno do seu investimento mínimo em meses ou semanas
A supervisão de melhoria, controle de tempo ou aquisição de volume é imediata e consistente.
Considerações sobre instalação e confiabilidade
Geralmente, o ITM-51 é fácil de instalar porque é uma unidade totalmente contida. É extremamente durável e raramente falha no ambiente de laticínios.
Qual sensor de turbidez é o melhor?
Existem dezenas de sensores de turbidez no mercado. Como você compara maçãs com maçãs? Aqui estão algumas perguntas que você pode fazer ao seu Gerente Regional de Vendas da Anderson Instrument ou ao seu integrador de controle de processos lácteos:
- Custo: o custo é sempre uma consideração, e "mais" nem sempre é melhor. Esse Porsche de 240 km / h pode ser divertido, mas não fará com que você volte e trabalhe mais rápido do que sua confiável picape Ford. Sempre considere o que você precisa, juntamente com o custo.
- Confiabilidade e manutenção: que tipo de vidro ele usa e qual é o custo de manutenção da vida útil? Ele contém uma extensão na lente para mantê-la limpa e sem acúmulo?
- Facilidade de instalação e uso: contém uma ou várias peças que precisam ser instaladas? Quais sistemas de controle, conexões elétricas e conexões mecânicas são necessárias? Contém uma interface de operação e uma maneira fácil de reprogramar para diferentes intervalos?
- Tipos de saída: contém uma saída secundária, como uma saída de relé, caso você queira fazer uma automação simples sem precisar de um computador?
- Projetado para laticínios: o produto foi adaptado de outros usos ou foi projetado para as rigorosas demandas da indústria de laticínios?
O Anderson Instrument ITM-51 fornece o ROI mais rápido, custa 40% menos que produtos comparáveis e é o único sensor de turbidez projetado com mais de 80 anos de experiência em laticínios para demandas rigorosas da indústria de laticínios.
Garantimos que nenhum outro produto no mercado pode superar o ITM-51 na detecção precisa da transição de fase para otimização do produto, otimização CIP e mitigação de DBO. A grande maioria dos integradores de controle de processos Dairy insiste no sensor de turbidez Anderson Instrument ITM-51 em seus projetos, porque nada funciona melhor, é mais confiável e mais preciso, oferecendo o melhor valor.
Economia de sobretaxa de esgoto para sua planta
</ tr>
| Atual | Objetivo | |
| Insira a carga residual atual e a meta em libras de DBO5 por mil libras de leite processado | ||
| Entre na produção diária em milhares de libras de leite | ||
| Multiplique as cargas de resíduos atuais e previstas pela produção diária para encontrar a carga de resíduos diária em libras | ||
| Insira o custo da sobretaxa BOD5 por libra | ||
| Multiplique a carga diária de resíduos pelo custo adicional para encontrar o seu custo diário | ||
| Digite o número de dias em que sua planta opera a cada ano | ||
| Multiplique o custo diário da sobretaxa pelo número de dias em que sua fábrica opera anualmente para encontrar o custo anual da sobretaxa | ||
| Subtraia o custo anual da sobretaxa da carga alvo de resíduos do custo anual da carga residual atual para encontrar suas economias anuais |
Descubra por si mesmo
Fale hoje mesmo com seu integrador de controle de processos lácteos ou com o gerente regional de vendas da Anderson Instrument para confirmar que o Anderson Instrument ITM-51 é adequado para sua situação.
Você pode usar o ITM-51 em menos de três a quatro semanas, reduzir rapidamente a perda de produto e começar a ver um retorno do seu investimento em um período relativamente curto.
O Anderson Instrument ITM-51 é o sensor de turbidez mais fácil de instalar e implementar. O uso do Anderson Instrument ITM-51 é a maneira mais rápida e confiável de reduzir o desperdício de produtos e aumentar seus lucros sem alterações no processo de produção ou no mix de produtos.
Principais vantagens do Anderson Instrument ITM-51
- Sensor frontal patenteado (compatível com EHEDG)
- Equipado com lentes de vidro de safira significativamente mais duráveis e resistentes à abrasão do que a abordagem de vidro de quartzo do concorrente
- Sem interferência de reflexos, mesmo quando usado com pequenas larguras nominais ou superfícies eletropolidas
- Quatro faixas de medição podem ser eleitas em analógico
- Tela integral iluminada
- Atende aos requisitos de processo da indústria de laticínios CIP / SIP etc.
Copyright © 2022 Anderson-Negele