-
-

- Login
- Find Distributor


-
 Home
Home
-
- Applications
-
- Dairy
-
- Optimizing ROI in the Waste Water Process
Optimizing ROI in the Waste Water Process
Dairy
Application Detail
Highly Efficient and Easy-to-Install Turbidity Sensors can Save a Dairy up to $120,000 Per Year
This sewer surcharge is usually expressed as the Biological Oxygen Demand (BOD) component of a plants sewer bill. Sewer municipalities charge more for this type of organic waste because of the dissolved organic solids that require additional waste treatment processing by the sewer treatment facility.
Waste water monitoring and management of solids and BOD is vital to managing the overall costs of your dairy. Adding a turbidity sensor, which is far more effective than conductivity for measuring solids, can save you thousands of dollars every year.
How a Typical Dairy Loses Money without Turbidity Sensors:
- Higher water consumption
- Higher consumption of cleaning agents
- Higher process costs
- Much lower process efficiency and lower process availability
- Higher sewage costs due to excess solids in your waste water.
Saving $129,000 Every Year
Consider two plants that each process 645,000 pounds of milk per day. Both pay a BOD surcharge of 20 cents per pound. The first plant discharges 1 pound of BOD per thousand pounds of milk processed (1 pound for every 116 gallons). The second dairy discharges 5 pounds in processing the same amount of milk.
The savings looks like this:
| Dairy 1 | Dairy 2 | Savings | |
| Waste load (lb of BOD5 per thousand lb of milk) | 1 | 5 | 4 |
| Daily BOD5 surcharge | $129 | $645 | $516 |
| Annual Surcharge | $32,250 | $161,250 | $129,000 |
| Cost per thousand pounds of milk processed | $0.20 | $1.00 | $0.80 |
| Cost per thousand gallons of milk processed | $1.72 | $8.60 | $6.88 |
In addition to the charge for excess BOD, surcharges may also be made for excessively high levels of COD, TSS, FOG and TKN.
Achieving Lower BOD Costs and Higher Efficiency
BOD/COD related sewage cost and excess water cost, once viewed as a normal operating cost, have become something every profit oriented manager must optimize. Steadily rising sewage rates and even brand reputation in our environmentally conscious market place mean waste loads can have a significant impact on operating profit.
Being able to divert automatically and consistently at the optimal time using Anderson-Negele ITM-51 turbidity sensors can give you the confidence and conviction that you are enhancing your balance sheet while minimizing your waste water related expense.
How It Works
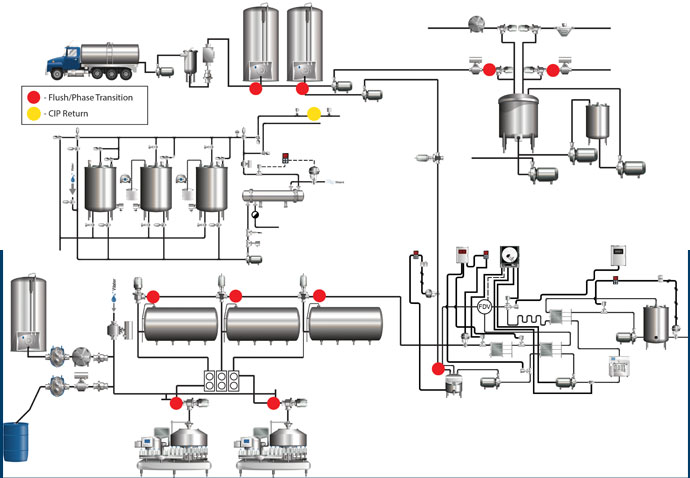
An inline turbidity sensor is installed at leverage points in the dairy product (see Fig. 1) handling process to facilitate instant detection of the following phase changes:
- Product-to-Product
- Product-to-Water
BOD is usually used by regulatory agencies as a gauge of the effectiveness of wastewater treatment plants. It is listed as a conventional pollutant in the U.S. Clean Water Act.
BOD measures are important for two primary reasons:
- BOD load is a valid measure of dairy process inefficiency and product waste.
- Many municipalities determine sewage fees for industrial users by measuring the BOD load in the plant’s waste water.
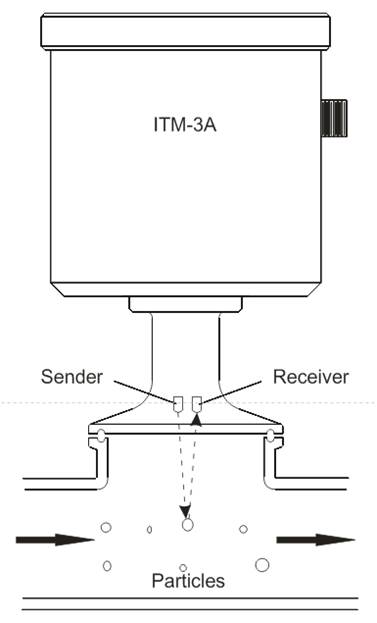
- An Infra-red LED emits light into media through the sapphire lens
- The receiver measures the amount of light reflected back by particles suspended in the media
- It generates a signal that is proportional to the amount of particles. This is the relative turbidity
 The fundamental objective is to send high load BOD waste water to a recovery tank/system and low load BOD out to the municipality or plant waste water system.
The fundamental objective is to send high load BOD waste water to a recovery tank/system and low load BOD out to the municipality or plant waste water system.
Many plants use conductivity measures to determine where to divert the waste water flow. The problem with this approach is that it often errors on the high side due to caustic chemicals presence in the waste water.
This error leads to overloading the high BOD treatment system at the plant and often pushing the pH levels to unacceptable levels.
The turbidity sensor allows instant and accurate monitoring of the media and product changeovers or CIP programs.
During the phase separation of the media or during the start-up and emptying of the process, the media must be differentiated. The turbidity sensor can detect the instant a liquid media reaches a pre-defined specification, automatically switching media to its appropriate container, and thereby significantly reducing BOD costs in waste water.
The infrared light is directed to the center of the pipe. This eliminates any potential variances caused by temperature, changes in viscosity, or build-up on the pipe. The measurements are always accurate and repeatable.
Advantages of Turbidity Sensors
- Improved product quality
- Quicker product changeovers
- Product waste reduction
- Reduced in sewage and water usage costs
- Lower BOD fees
- Less chemical use
- Enhanced process availability and reduced water consumption from cleaning efficiency
- Improved process control
- A return on your minimal investment in months or weeks
Installation and Reliability Considerations
Which Turbidity Sensor is Best?
- Cost: Cost is always a consideration, and “more” isn’t always better. That 240mph Porsche might be fun, but it’s not going to get you back and forth to work any faster than your trusty Ford pickup. Always consider what you need along with the cost.
- Reliability and maintenance: What kind of glass does it use, and what’s the lifetime cost of maintenance? Does it contain an extension on the lens to keep it clean and free of build-up?
- Ease of installation and use: Does it contain one or multiple pieces that have to be installed? What control systems, electrical connections, and mechanical connections does it require? Does it contain an operator interface and an easy way to reprogram it for different ranges?
- Output types: Does it contain a secondary output, such as a relay output in case you’d like to do simple automation without requiring a computer?
- Designed for Dairy: Has the product been adapted from other uses, or is it designed for the rigorous demands of the dairy industry?
We guarantee no other product on the market can outperform the ITM-51 in accurate detection of phase transition for product optimization, CIP optimization and BOD mitigation. The vast majority of Dairy process control integrators insist upon the Anderson Instrument ITM-51 turbidity sensor in their designs because nothing works better, is more reliable, and is more accurate while providing the best value.
Sewer Surcharge Savings for Your Plant
| Current | Target | |
| Enter current and target waste load in pounds of BOD5 per thousand pounds of milk processed | ||
| Enter daily production in thousands of pounds of milk | ||
| Multiply current and target waste loads by daily production to find daily waste load in pounds | ||
| Enter your BOD5 surcharge cost per pound | ||
| Multiply the daily waste load by the surcharge cost to find your daily surcharge cost | ||
| Enter the number of days your plant operates each year | ||
| Multiply the daily surcharge cost by the number of days your plant operates annually to find the annual surcharge cost | ||
| Subtract the annual surcharge cost for the target waste load from the annual cost for the current waste load to find your annual savings |
Find Out for Yourself
Key Advantages of the Anderson Instrument ITM-51
- Patented frontal sensor (EHEDG-compliant)
- Equipped with sapphire glass optics which are significantly more durable and abrasion –resistant than the competitor’s quartz glass approach
- No interference from reflections even when used with small nominal widths or electro-polished surfaces
- Four measurement ranges can be elected in analog
- Illuminated integral display
- Meets the CIP/SIP, etc. dairy industry process requirements
Copyright © 2022 Anderson-Negele