-
-

- Login
- Encontre um Distribuidor


-
 Home
Home
-
- Aplicações
-
- Laticínios
-
- O Turbidímetro Anderson Instrument ITM-51 é adequado para seus laticínios?

Detalhe da aplicação
O Turbidímetro Anderson Instrument ITM-51 é adequado para seus laticínios?
This document will help you understand how the ITM-51 Relative Turbidity Monitor (and ITM-4) can fit into your dairy operations.
By switching from time-based or other older technologies, you can significantly reduce product loss, reduce wastewater costs, improve the efficiency of your operations and (with ITM-4) certify your recovery processes.
This report is divided into three sections:
- Will you benefit from turbidity sensors?
- Is ITM-51 a good choice for your dairy?
- About the ITM-51 Relative Turbidity Monitor
Você se beneficiará dos sensores de turbidez?
- Are you using vision or time control to manage phase and CIP transitions in your process today?
- Are you using conductivity to manage your dairy wastewater diversion today?
Se você respondeu SIM a uma das perguntas acima, pode se beneficiar mudando para sensores de turbidez.
O ITM-51 é uma boa opção para seus laticínios?
As perguntas a seguir ajudarão você a determinar se o ITM-3 atende às suas necessidades e orçamento.
| SIM | NÃO | Não sei | |
| Você prefere que o seu fornecedor de sensores de turbidez tenha uma profunda experiência com operações de laticínios? | |||
| Você gostaria de ter um retorno rápido do seu investimento para ajudar a justificar o custo, o tempo e os problemas da troca? | |||
| O baixo custo é uma prioridade? | |||
| Você está preocupado com os custos de manutenção e aborrecimentos contínuos? | |||
| Deseja ter uma interface de operação na unidade para monitorar o sensor e garantir que esteja funcionando corretamente? | |||
| Você gostaria de ter uma saída analógica e de relé para automação simples sem envolver um computador? (Ao contrário de apenas analógico) | |||
| Você prefere pagar apenas pelos recursos / desempenho necessários em vez de pagar mais pelos recursos que não precisa? | |||
| A facilidade de instalação e a facilidade de uso são importantes? | |||
| Você prefere uma fonte de luz de longa duração para o sensor (3-8 anos) do que uma fonte de luz com vida útil de 1 ano? | |||
| Você acha que é importante ter um sensor que fique limpo? Ou seja, o sensor frontal é compatível com EHEDG e seu desempenho não é afetado pelo acúmulo de fluido. | |||
| É importante para você que a óptica de vidro tenha uma classificação de confiabilidade extremamente alta? (Safira versus quartzo muito mais frágil) | |||
| Deseja um sensor que possa tolerar interferências de reflexos, mesmo quando usado com pequenas larguras nominais ou superfícies eletropolidas (ou seja, larguras nominais do DN25)? | |||
| Você gostaria de ter uma faixa completa de 4 a 5 para sua saída analógica e de switch? | |||
| A saída de comutação (ponto de comutação e sem histerese ajustável) é importante para você? | |||
| É importante que o seu Turbidímetro atenda aos requisitos de processo da indústria de laticínios CIP / SIP etc.? | |||
| Você prefere que seu Turbidímetro seja independente da cor (comprimento de onda 860 nm)? | |||
| Você precisa do seu Turbidímetro para usar o tubo DN25? | |||
| Você gostaria de ter um Turbidímetro com aproximadamente 1% de reprodutibilidade em escala completa? |
Sobre o monitor de turbidez relativa ITM-51
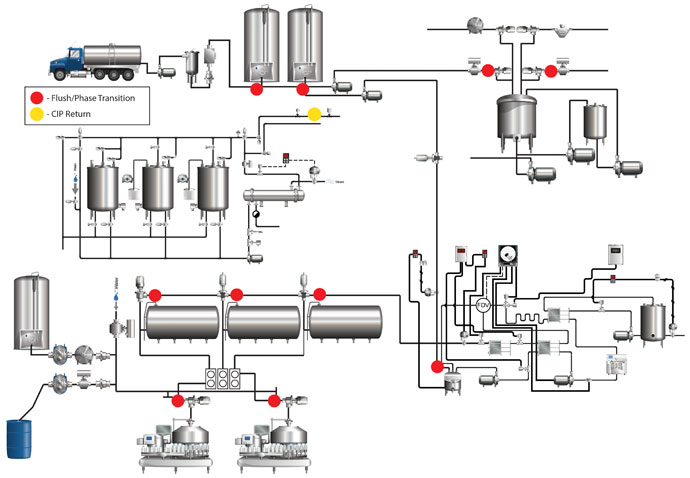
O ITM-51 pode ser usado em vários locais do seu laticínio, conforme indicado no diagrama acima. Abaixo estão explicações mais detalhadas de alguns dos principais usos do Turbidímetro ITM-51. Descrição Geral do ITM-51
 O ITM-51 é um Turbidímetro. Ele é instalado na tubulação para medir a turbidez do produto e alimenta os sinais de medição para um sinal 4-20mA do PLC ou do controlador. O PLC fornece decisão com base na comparação do valor recebido versus valores conhecidos para produtos aceitáveis. Os sensores de turbidez são muito mais eficazes que os sistemas baseados no tempo na redução de perdas de produtos, uso de água e cobranças de águas residuais. Diferentemente dos métodos baseados no tempo, os sensores de turbidez não são afetados pelas alterações feitas na tubulação do sistema ou no fornecimento variável de água. Eles eliminam a diluição do produto acabado comumente vista com outros métodos.
O ITM-51 é um Turbidímetro. Ele é instalado na tubulação para medir a turbidez do produto e alimenta os sinais de medição para um sinal 4-20mA do PLC ou do controlador. O PLC fornece decisão com base na comparação do valor recebido versus valores conhecidos para produtos aceitáveis. Os sensores de turbidez são muito mais eficazes que os sistemas baseados no tempo na redução de perdas de produtos, uso de água e cobranças de águas residuais. Diferentemente dos métodos baseados no tempo, os sensores de turbidez não são afetados pelas alterações feitas na tubulação do sistema ou no fornecimento variável de água. Eles eliminam a diluição do produto acabado comumente vista com outros métodos.
Princípios de Operação
- Um LED infravermelho emite luz no fluido através da lente de safira
- O receptor mede a quantidade de luz refletida pelas partículas suspensas no fluido
- Gera um sinal proporcional à quantidade de partículas. Essa é a turbidez relativa
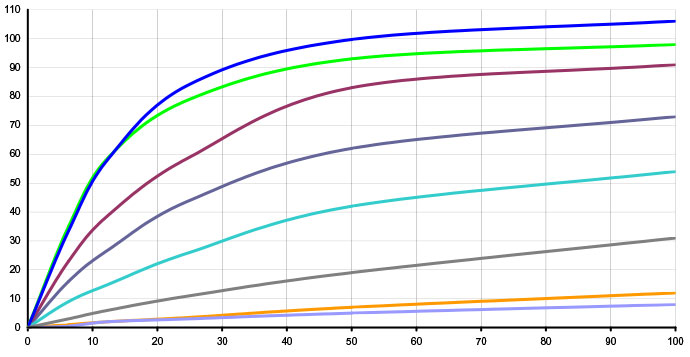
Leituras de turbidez de produtos típicos
Principais especificações
(Clique aqui para ver o documento completo de especificações ITM-51)
- O intervalo de medição começa em 2000 NTU
- Display para indicação e programação
- Saída 4-20mA atribuível a 5 faixas (10,20,50,100,200)
- Saída comutada DC ajustável de 0 a 200
- Umedecimento ajustável 0,1,3,6,13 e 25 segundos
- Uma unidade com feixe transmissor e receptor - sem necessidade de outras partes
- 2 conectores M12 (1 necessário para alimentação com saída analógica)
- 3-A TPV
Transição de fase
![]()
A transição de fase é a aplicação mais comum do ITM-51 e onde você geralmente encontra o seu retorno mais rápido.
O PLC é programado com base nos valores conhecidos de turbidez para produtos aceitáveis. O sensor alimenta os sinais de medição para o PLC (ou controlador) com um sinal de 4-20mA. O PLC ou controlador fornece uma decisão instantânea para controlar alterações de fase com base na turbidez, em vez da visão ou do tempo.
Portanto, as trocas não estão sujeitas a alterações na configuração da tubulação ou na pressão da água.
Recuperação de água de enxágue CIP (controle de pré-lavagem)
Aplicação:
- Um sensor de turbidez está localizado na linha de retorno de um ciclo de limpeza CIP antes da válvula de drenagem de retorno.
- Sensor envia sinais de medição ao PLC de controle
- O CLP fornece uma decisão com base na medição ITM-51 da água de enxágue para determinar que o enxágue está limpo do solo, permitindo que o sistema avance para a próxima etapa
No início de um ciclo CIP, o pré-enxágüe com água é iniciado para liberar o produto residual do circuito do equipamento de processo que está sendo limpo. Um sensor de turbidez indica quando a água de enxágüe liberou uma quantidade suficiente de solo do circuito. Valor para o seu leite:
- Lavagens mais eficazes em sistemas baseados no tempo
- Flexível para vários laços de limpeza
- Otimiza o uso de água / enxágüe usando apenas o suficiente
- Redução do uso de produtos químicos de limpeza
- Tempo de ciclo CIP reduzido ao mínimo
Monitoramento de fluido frio
Aplicação:
- O sensor de turbidez é instalado na linha de retorno para que o meio frio mede a turbidez
- O sensor envia sinais de medição ao PLC ou controla diretamente a válvula de drenagem com comutação interna
- O PLC fornece decisão com base na comparação do valor recebido versus o limite estabelecido e desvia o fluxo do fluido para drenar
Valor para o seu leite:
- Dá detecção precoce de falha do trocador de calor
- Salva o tanque de fluido e a tubulação da contaminação por laticínios
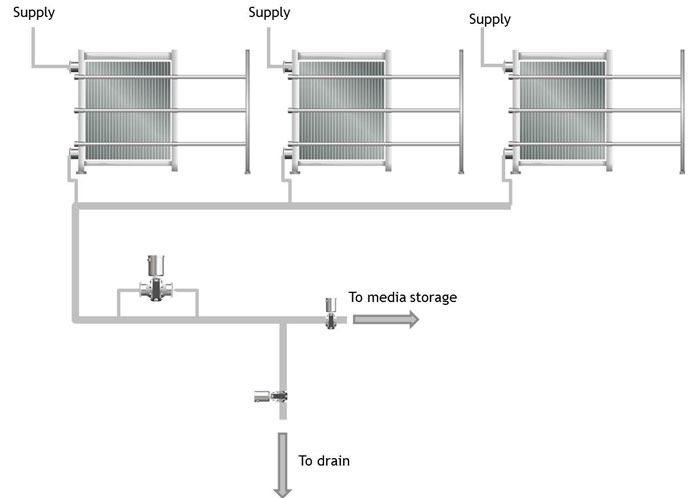
Monitoramento de filtro
Aplicação:
- O sensor de turbidez ITM-51 (ou um ITM-4) está instalado na tubulação a jusante do filtro para medir a turbidez do produto
- O sensor envia sinais de medição ao PLC ou ao sinal 4-20mA do controlador
- O PLC fornece decisão com base na comparação do valor recebido versus o valor conhecido para produtos aceitáveis. Quando o limite é excedido, o estado do alarme é atingido e o sistema é desligado.
Valor ao seu laticínio:
- Detecção precoce de falha do filtro
- Pode fornecer um produto de economia de desligamento imediato
Nota: ITM-51 para turbidez mais alta - identificará as principais falhas. ITM-4 para menor turbidez - pode dar indicação de falha precoce em aplicações críticas
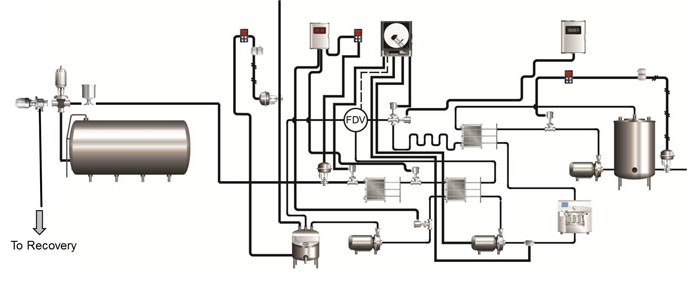
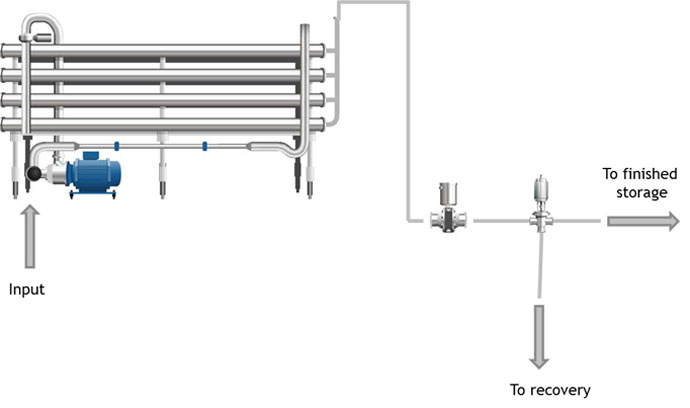
Detecção de transição de descarga de água HTST
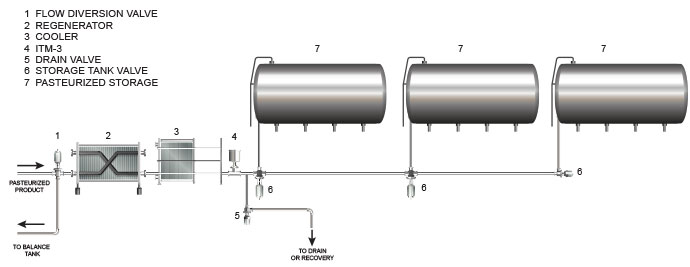
Aplicação: Um Turbidímetro está localizado na tubulação de descarga antes dos tanques finais de armazenamento pasteurizado.
Após um ciclo de produção, um esquema de tubulação de pasteurização é perseguido com água para recuperar o produto pasteurizado nos tanques de armazenamento. Um monitor de turbidez indica que a interface produto-água terminou de se mover pelo esquema de tubulação.
O ITM-51 está localizado na descarga de um sistema de processamento HTST para monitorar continuamente a turbidez relativa do líquido na tubulação. Quando uma execução do processo do produto é concluída, é iniciada uma descarga de água no lado de entrada do sistema para empurrar o produto do sistema para os tanques de armazenamento pasteurizados. O ITM-51 monitora continuamente o conteúdo de sólidos do líquido de saída e fornece um sinal de saída analógico da relativa turbidez. À medida que a turbidez começa a diminuir, causada pela diluição em água, é automaticamente tomada uma decisão pelo sistema de controle para redirecionar o fluxo dos tanques de armazenamento para drenagem ou para o sistema de recuperação de águas residuais.
Valor para o seu laticínio:
- Fast-acting electronics provide quick response to product changes, allowing for predictable recovery
- LED lamp technology prevents deterioration in measurements experienced by other light sources
- Standard programmable switched and analog outputs simplify integration into plant control systems
- Extended "L" model overcomes the difficulties of measuring transition with high viscosity product applications
- Selectable ranges increase resolution to achieve optimal trigger points for flow bypass.
Obter uma cotação e configuração
Contact Anderson Instruments today if you would like to learn more about the ITM-51 Turbidimeter.
Copyright © 2022 Anderson-Negele