-
-

- Login
- Encontre um Distribuidor


-
 Home
Home
-
- Aplicações
-
- Laticínios
-
- Reduza os resíduos de produtos e os custos de gerenciamento de resíduos com turbidímetros de baixo custo e fácil instalação
Reduza os resíduos de produtos e os custos de gerenciamento de resíduos com turbidímetros de baixo custo e fácil instalação
Laticínios
Detalhe da aplicação
Você tem US$120.000 para desperdiçar este ano?
Se você ainda estiver usando visor, controle de tempo ou aquisição de volume para separação de fases ou detecção de interface na sua fábrica de laticínios, estará perdendo dinheiro. O desperdício de produtos é uma realidade em qualquer laticínio, mas, com as margens de lucro cada vez menores que você enfrenta ano após ano, a necessidade de reduzir o desperdício de produtos também é uma realidade.
Como você perde dinheiro
Mesmo uma leve ineficiência das táticas de visão, controle de tempo ou aquisição de volume pode resultar em até US $ 120.000 em custos desnecessários ao longo de um ano. Vimos contas de gerenciamento de resíduos acima de US $ 30.000 por excesso de sólidos no sistema. Se você estiver usando visão, controle de tempo ou aquisição de volume para separação de fases, estará perdendo dinheiro com:
- Multas desnecessárias de DBO por excesso de sólidos nas águas residuais.
- Excesso de perda de produto através do monitoramento ineficiente da CIP.
- Excesso de perda de produto ao trocar de mídia.
- Aumentos na sua conta de água usando muito mais água do que o necessário.
- E, custo adicional devido à falha não detectada nos circuitos de refrigeração.
Economizando $ 16.281,80 por ano
Para colocar isso em perspectiva, uma sorveteira substituiu um sistema baseado no tempo por sensores de turbidez. Uma vez que o ITM ‐ 3 estava totalmente integrado e em operação, a planta observou uma diferença de trinta segundos entre os antigos
método baseado em timer e o novo método baseado em turbidez, quando revisaram as trocas registradas em seu sistema PLC.
O método antigo do temporizador trocou a válvula de controle 30 segundos antes do novo método baseado na turbidez, tanto para a água empurrar o produto no final de uma corrida quanto quando o próximo produto foi introduzido no sistema e empurrou a água. Isso significava que eles estavam perdendo um bom produto pelo ralo a cada troca e também estavam empurrando água residual para os tanques de armazenamento pasteurizados quando passaram a mistura seguinte pelo pasteurizador.
Uma vez que introduzimos a água, temos um cronômetro que, em algum momento, cria um desvio. Se o temporizador for muito curto, enviamos um bom produto pelo ralo antes que a água chegue à válvula. O sistema é encerrado após algum período e deixamos o oleoduto carregado de água. Por outro lado, se o cronômetro for muito longo, acabaremos com água no tanque do produto ou água na próxima carga que entra no tanque do produto.
O produto se move pelo sistema a aproximadamente 30 GPM, de modo que a economia líquida de água por descarga / troca de água é de cerca de 15 galões de água. O resultado final da planta é uma economia de água de 75-150 galões diários naquele ponto de aplicação, o que resulta em uma conservação de 19.500 a 39.000 galões de água fresca anualmente naquele ponto de aplicação único.
Além da economia de água, eles estão recuperando 15 galões de bom produto que estavam indo pelo ralo a cada troca, a um custo de US $ 4,25 por galão, mais as taxas de esgoto de US $ 7,48 / 1000 galões.
A economia real líquida anual de custos após o retorno do sistema foi de US $ 16.281,80.
Como obter uma transição de fase segura e confiável sem perda de produto
"Não tínhamos idéia de que nosso método antigo baseado em cronômetro estivesse desperdiçando uma média de US $ 63,93 por dia em lucro ou US $ 16.621,80 por ano após o pagamento". -
Fabricante de sorvete do sudeste dos EUA
Sempre há uma mistura de leite e água durante a transição de fase. Para economizar dinheiro, você deve minimizar o tempo em que o produto utilizável flui através do tubo nas duas extremidades da transição.
O método de visão é o pior cenário possível. Os métodos baseados em temporizador não levam em consideração as mudanças diárias na pressão da água, mudanças de equipamento e mudanças de produto. Métodos baseados no tempo são propensos a erros, e errar no "lado seguro" resulta em mais perda de produto, uso excessivo de água e excesso de sólidos nas águas residuais.
A taxa de mistura e a concentração devem ser medidas com precisão para afetar a troca no ponto ideal toda vez que o processo é executado.
Um sensor de turvação ITM-3 da Anderson Instrument pode disparar automaticamente o ponto de transição ideal com grande confiabilidade e precisão, em contraste com a separação de fases controlada por tempo, onde o intervalo de tempo de segurança exigido sempre causa perdas dispendiosas do produto.
Se você processar produtos relativamente duráveis, como iogurte, queijo e sorvete, os sensores de turbidez ajudarão a evitar água indesejada que pode adicionar bactérias coliformes ao seu produto. Isso reduz a durabilidade do produto, apresenta uma
risco de segurança potencialmente sério e cria exposição de recall e danos à imagem da sua empresa.
Nesta aplicação, nada pode vencer o turbilhão Anderson Instrument ITM-3
sensor de qualidade para garantir uma qualidade consistente e confiável do produto.
Como funciona
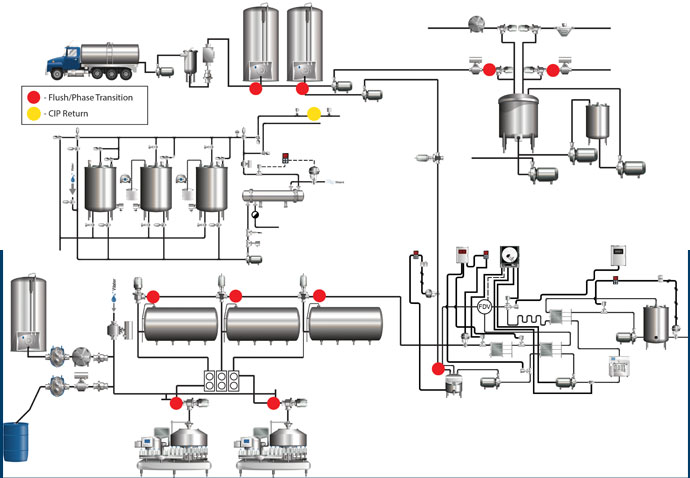
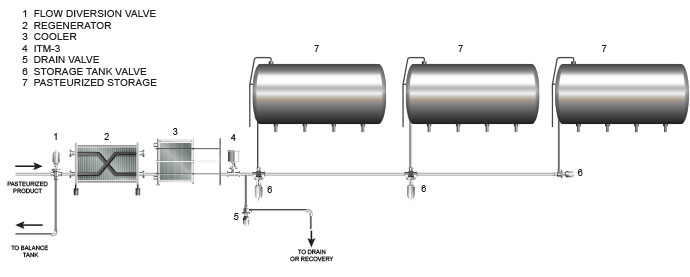
A turbidez é o fenômeno em que uma porção específica de um feixe de luz que passa através de um meio líquido é refletida por partículas não dissolvidas. O sensor mede a luz que é refletida por essas partículas para determinar sua concentração no líquido. A água purificada teria quase zero partículas não dissolvidas, enquanto a mistura de sorvete tem uma alta concentração de partículas não dissolvidas. Um sensor de turbidez em linha é instalado nos pontos de alavancagem no processo de manuseio de produtos lácteos (ver Fig. 1) para facilitar a detecção instantânea das seguintes alterações de fase:
- Produto a produto
- Produto para água
- Água para agente de limpeza
 O sensor de turbidez permite o monitoramento instantâneo e preciso do produto trocas ou programas CIP. Durante a separação de fases da mídia ou durante a inicialização e o esvaziamento do processo, a mídia deve ser diferenciada. O sensor de turbidez pode detectar no instante em que uma mídia líquida atinge uma especificação predefinida, alternando automaticamente a mídia para recipiente apropriado. O benefício para um sistema CIP vem de ter um controle de Deus antes da lavagem. o O sensor de turbidez determina quando o pré-enxágue liberou o solo da sistema. Se a água demorar muito, você usa muita água e não sabe onde seu solo ou DBO alta entra em cena. Se o primeiro enxágüe for feito corretamente, o restante do ciclo de lavagem é previsível com as correspondentes economias químicas. A luz infravermelha é direcionada para o centro do tubo. Isso elimina quaisquer variações potenciais causadas pela temperatura, alterações na viscosidade ou acúmulo no tubo. As medições são sempre precisas e repetíveis.
O sensor de turbidez permite o monitoramento instantâneo e preciso do produto trocas ou programas CIP. Durante a separação de fases da mídia ou durante a inicialização e o esvaziamento do processo, a mídia deve ser diferenciada. O sensor de turbidez pode detectar no instante em que uma mídia líquida atinge uma especificação predefinida, alternando automaticamente a mídia para recipiente apropriado. O benefício para um sistema CIP vem de ter um controle de Deus antes da lavagem. o O sensor de turbidez determina quando o pré-enxágue liberou o solo da sistema. Se a água demorar muito, você usa muita água e não sabe onde seu solo ou DBO alta entra em cena. Se o primeiro enxágüe for feito corretamente, o restante do ciclo de lavagem é previsível com as correspondentes economias químicas. A luz infravermelha é direcionada para o centro do tubo. Isso elimina quaisquer variações potenciais causadas pela temperatura, alterações na viscosidade ou acúmulo no tubo. As medições são sempre precisas e repetíveis.
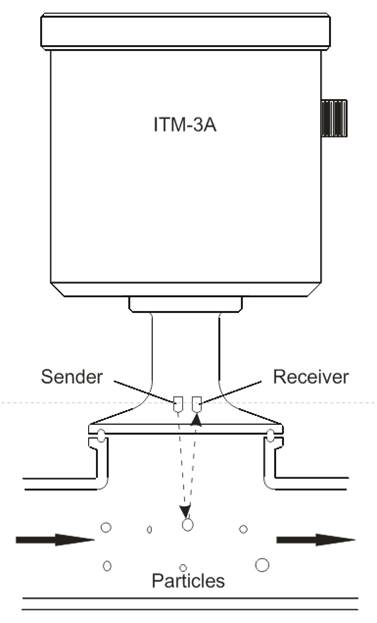
Por exemplo, aqui estão os princípios de operação do sensor de turbidez ITM-3:
- Um LED infravermelho emite luz na mídia através da lente de safira
- O receptor mede a quantidade de luz refletida pelas partículas suspensas na mídia
- Gera um sinal proporcional à quantidade de partículas. Essa é a turbidez relativa
Vantagens dos sensores de turbidez
Usando o Anderson Instrument ITM-3, até pequenas alterações no produto lácteo podem ser detectadas e acionadas pelo sistema - automática e instantaneamente. Seu pessoal e sistemas podem estar no controle total e as saídas do instrumento são gravadas automaticamente para registros de controle de qualidade.
O sensor de aço inoxidável resiste à corrosão e a ótica de vidro de safira altamente resistente oferece incrível precisão e uma vida útil de cinco anos ou mais (em comparação com a manutenção anual necessária do vidro de quartzo).
No geral, você verá:
- Melhor qualidade do produto
- Trocas mais rápidas de produtos
- Redução de resíduos de produtos
- Redução nos custos de uso de esgoto e água
- Taxas mais baixas de DBO
- Menos uso químico
- Maior disponibilidade do processo e menor consumo de água devido à eficiência da limpeza
- Controle de processo aprimorado
- Um retorno do seu investimento mínimo em meses ou semanas
A supervisão de melhoria, controle de tempo ou aquisição de volume é imediata e consistente.
Considerações sobre instalação e confiabilidade
Geralmente, o ITM-3 é fácil de instalar porque é uma unidade totalmente contida. É extremamente durável e raramente falha no ambiente de laticínios. No improvável evento de uma falha, você não terá que esperar muito tempo por uma substituição
sensor porque o Anderson Instrument ITM-3 está sempre disponível.
Qual sensor de turbidez é o melhor?
Existem dezenas de sensores de turbidez no mercado. Como você compara maçãs com maçãs? Aqui estão algumas perguntas que você pode fazer ao seu Gerente Regional de Vendas da Anderson Instrument ou ao seu integrador de controle de processos lácteos:
-
- Custo: o custo é sempre uma consideração, e "mais" nem sempre é melhor. Esse Porsche de 240 km / h pode ser divertido, mas não fará com que você volte e trabalhe mais rápido do que sua confiável picape Ford. Sempre considere o que você precisa, juntamente com o custo.
- Confiabilidade e manutenção: que tipo de vidro ele usa e qual é o custo de manutenção da vida útil? Ele contém uma extensão na lente para mantê-la limpa e sem acúmulo?
- Facilidade de instalação e uso: contém uma ou várias peças que precisam ser instaladas? Quais sistemas de controle, conexões elétricas e conexões mecânicas são necessárias? Contém uma interface de operação e uma maneira fácil de reprogramar para diferentes intervalos?
- Tipos de saída: contém uma saída secundária, como uma saída de relé, caso você queira fazer uma automação simples sem precisar de um computador?
- Projetado para laticínios: o produto foi adaptado de outros usos ou foi projetado para as rigorosas demandas da indústria de laticínios?
O Anderson Instrument ITM-3 fornece o ROI mais rápido, custa 40% menos
produtos comparáveis e é o único sensor de turbidez projetado
com mais de 80 anos de experiência em laticínios para demandas rigorosas da indústria de laticínios.
Garantimos que nenhum outro produto no mercado em 2014 possa superar o ITM-3 na detecção precisa da transição de fase para otimização do produto, otimização CIP e mitigação de DBO. A grande maioria dos integradores de controle de processos Dairy insiste no sensor de turbidez Anderson Instrument ITM-3 em seus projetos, porque nada funciona melhor, é mais confiável e mais preciso, oferecendo o melhor valor.
Um exemplo de como é usado
O ITM-3 está localizado na descarga de um sistema de processamento HTST para monitorar continuamente a turbidez relativa do líquido na tubulação. Quando uma execução do processo do produto é concluída, é iniciada uma descarga de água no lado de entrada do sistema para empurrar o produto do sistema para os tanques de armazenamento pasteurizados. O ITM-3 monitora continuamente o conteúdo de sólidos do líquido de saída e fornece um sinal de saída analógico da relativa turbidez. À medida que a turbidez começa a diminuir, causada pela diluição em água, é automaticamente tomada uma decisão pelo sistema de controle para redirecionar o fluxo dos tanques de armazenamento para drenagem ou para o sistema de recuperação de águas residuais.
Descubra por si mesmo
Fale hoje mesmo com seu integrador de controle de processos lácteos ou com o gerente regional de vendas da Anderson Instrument para confirmar que o ITM-3 da Anderson Instrument é ideal para sua situação.
Você pode usar o ITM-3 em menos de três a quatro semanas, reduzir rapidamente a perda de produto e começar a ver um retorno do seu investimento em um período relativamente curto.
O Anderson Instrument ITM-3 é o sensor de turbidez mais fácil de instalar e implementar. O uso do Anderson Instrument ITM-3 é a maneira mais rápida e confiável de reduzir o desperdício de produtos e aumentar seus lucros sem alterações no processo de produção ou no mix de produtos.
Principais vantagens do Anderson Instrument ITM-3
- Sensor frontal patenteado (compatível com EHEDG)
- Equipado com lentes de vidro de safira significativamente mais duráveis e resistentes à abrasão do que a abordagem de vidro de quartzo do concorrente
- Nenhuma interferência de reflexos, mesmo quando usado com pequenas larguras nominais ou superfícies eletropolidas (ou seja, larguras nominais de DN25)
- Tela integral iluminada
- Atende aos requisitos de processo da indústria de laticínios CIP / SIP etc.
Copyright © 2022 Anderson-Negele